Bahnbewegungen - rechtwinklige koordinaten 6.4 – HEIDENHAIN TNC 640 (34059x-05) ISO programming Benutzerhandbuch
Seite 221
Bahnbewegungen - rechtwinklige Koordinaten
6.4
6
TNC 640 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
221
Gerade im Eilgang G00 oder Gerade mit Vorschub F
G01
Die TNC fährt das Werkzeug auf einer Geraden von seiner aktuellen
Position zum Endpunkt der Geraden. Der Startpunkt ist der
Endpunkt des vorangegangenen Satzes.
Drücken Sie die Taste L zum eröffnen eines
Programmsatzes für eine Geradenbewegung
Wechseln Sie mit der Pfeil-Taste nach links in den
Eingabebereich für die G-Funktionen
Wählen Sie den Softkey
G00 für eine
Verfahrbewegung im Eilgang
Koordinaten des Endpunkts der Geraden, falls
nötig
Radiuskorrektur G40/G41/G42
Vorschub F
Zusatz-Funktion M
Eilgangbewegung
Einen Geraden-Satz für eine Eilgangbewegung (
G00-Satz) können
Sie auch mit der Taste
L eröffnen:
Drücken Sie die Taste L zum eröffnen eines Programmsatzes für
eine Geradenbewegung
Wechseln Sie mit der Pfeil-Taste nach links in den
Eingabebereich für die G-Funktionen
Wählen Sie den Softkey
G00 für eine Verfahrbewegung im
Eilgang
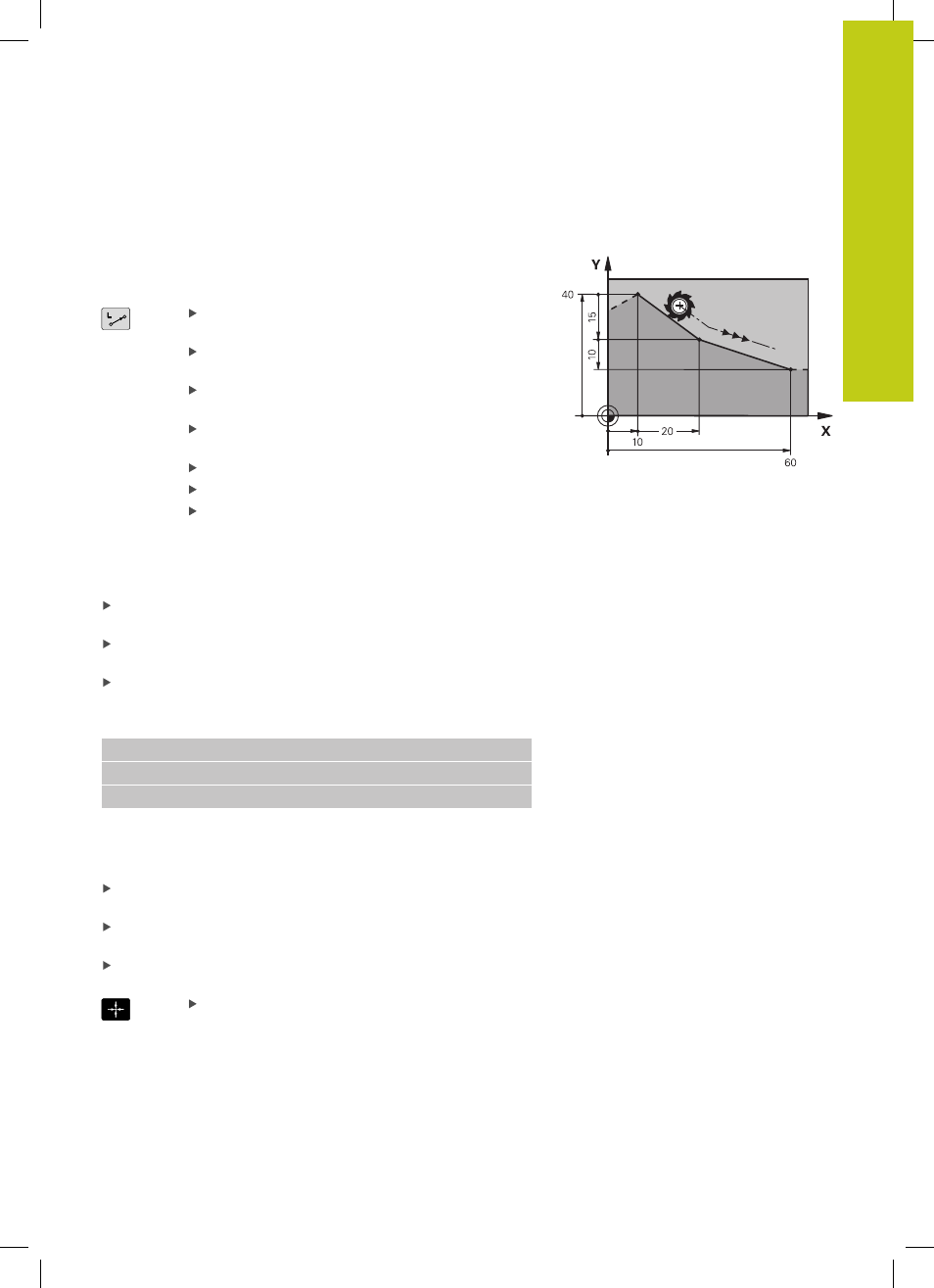
NC-Beispielsätze
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *
Ist-Position übernehmen
Einen Geraden-Satz (
G01-Satz) können Sie auch mit der Taste „IST-
POSITION-ÜBERNEHMEN“ generieren:
Fahren Sie das Werkzeug in der Betriebsart Manueller Betrieb
auf die Position, die übernommen werden soll
Bildschirm-Anzeige auf Programm-Einspeichern/Editieren
wechseln
Programm-Satz wählen, hinter dem der L-Satz eingefügt werden
soll
Taste „
IST-POSITION-ÜBERNEHMEN“ drücken: Die
TNC generiert einen L-Satz mit den Koordinaten
der Ist-Position