1 drehbearbeitung auf fräsmaschinen (option #50), Einführung, Drehbearbeitung auf fräsmaschinen (option #50) – HEIDENHAIN TNC 640 (34059x-05) ISO programming Benutzerhandbuch
Seite 456
Programmieren: Drehbearbeitung
14.1 Drehbearbeitung auf Fräsmaschinen (Option #50)
14
456
TNC 640 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
14.1
Drehbearbeitung auf Fräsmaschinen
(Option #50)
Einführung
Auf speziellen Fräsmaschinentypen ist es möglich sowohl
Fräsbearbeitungen als auch Drehbearbeitungen auszuführen.
Dadurch können Werkstücke ohne Umspannen komplett auf einer
Maschine bearbeitet werden, selbst wenn komplexe Fräs- und
Drehbearbeitungen dazu notwendig sind.
Die Drehbearbeitung ist ein Zerspanungsverfahren, bei dem
sich das Werkstück dreht und dadurch die Schnittbewegung
ausführt. Ein fest eingespanntes Werkzeug führt Zustell- und
Vorschubbewegungen aus. Drehbearbeitungen werden, abhängig
von der Bearbeitungsrichtung und Aufgabe, in verschiedene
Fertigungsverfahren unterteilt, z. B. Längsdrehen, Plandrehen,
Stechdrehen oder Gewindedrehen.
Die TNC bietet Ihnen für die unterschiedlichen
Fertigungsverfahren jeweils mehrere Zyklen: Siehe
Benutzer-Handbuch Zyklen, Kapitel „Drehen“.
An der TNC können Sie einfach innerhalb eines NC-Programms
zwischen Fräsbetrieb und Drehbetrieb wechseln. Während
des Drehbetriebs dient der Drehtisch als Drehspindel und die
Frässpindel mit dem Werkzeug steht fest. Dadurch lassen sich
rotationssymmetrische Konturen erzeugen. Der Bezugspunkt
(Preset) muss sich dazu im Zentrum der Drehspindel befinden.
Bei der Verwaltung von Drehwerkzeugen werden andere
geometrische Beschreibungen berücksichtigt wie bei Fräs-
oder Bohrwerkzeugen. Beispielsweise ist eine Definition des
Schneidenradius notwendig, um eine Schneidenradiuskorrektur
ausführen zu können. Die TNC bietet hierfür eine spezielle
Werkzeugverwaltung für Drehwerkzeuge, siehe "Werkzeugdaten",
Seite 467.
Für die Bearbeitung stehen unterschiedliche Zyklen zur Verfügung.
Diese können Sie auch mit zusätzlich angestellten Schwenkachsen
verwenden: siehe "Angestellte Drehbearbeitung", Seite 480
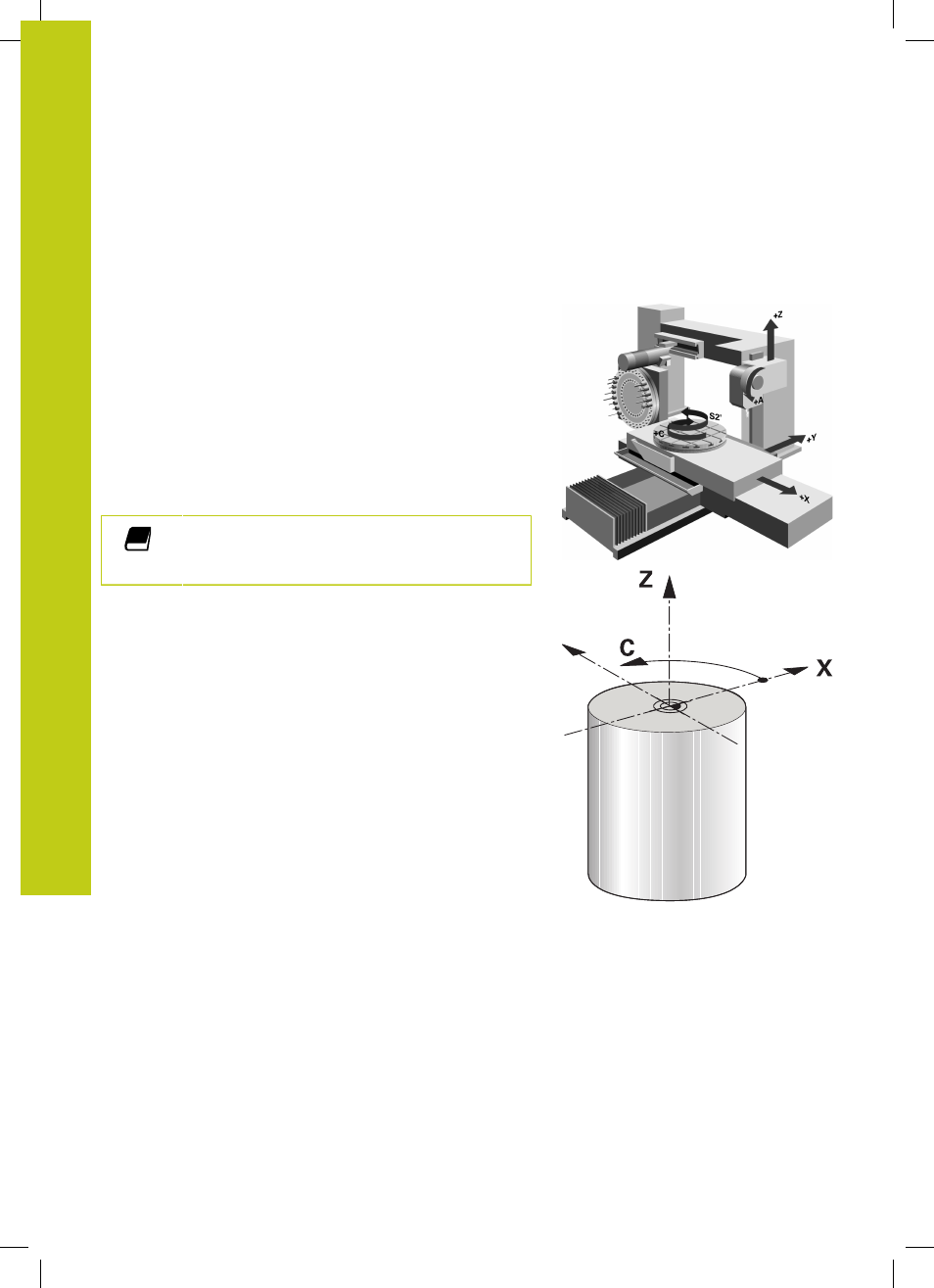
Die Anordnung der Achsen ist beim Drehen so festgelegt, dass die
X-Koordinaten den Durchmesser des Werkstücks beschreiben und
die Z-Koordinaten die Längspositionen.
Die Programmierung erfolgt also immer in der XZ-
Koordinatenebene. Welche Maschinenachsen für die eigentlichen
Bewegungen benutzt werden, ist von der jeweiligen Maschinen-
Kinematik abhängig und wird vom Maschinenhersteller festgelegt.
So sind NC-Programme mit Drehfunktionen weitgehend
austauschbar und unabhängig vom Maschinentyp.