Beispiel: fk-programmierung 1 – HEIDENHAIN TNC 640 (34059x-05) ISO programming Benutzerhandbuch
Seite 251
Bahnbewegungen – Freie Kontur-Programmierung FK
6.6
6
TNC 640 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
251
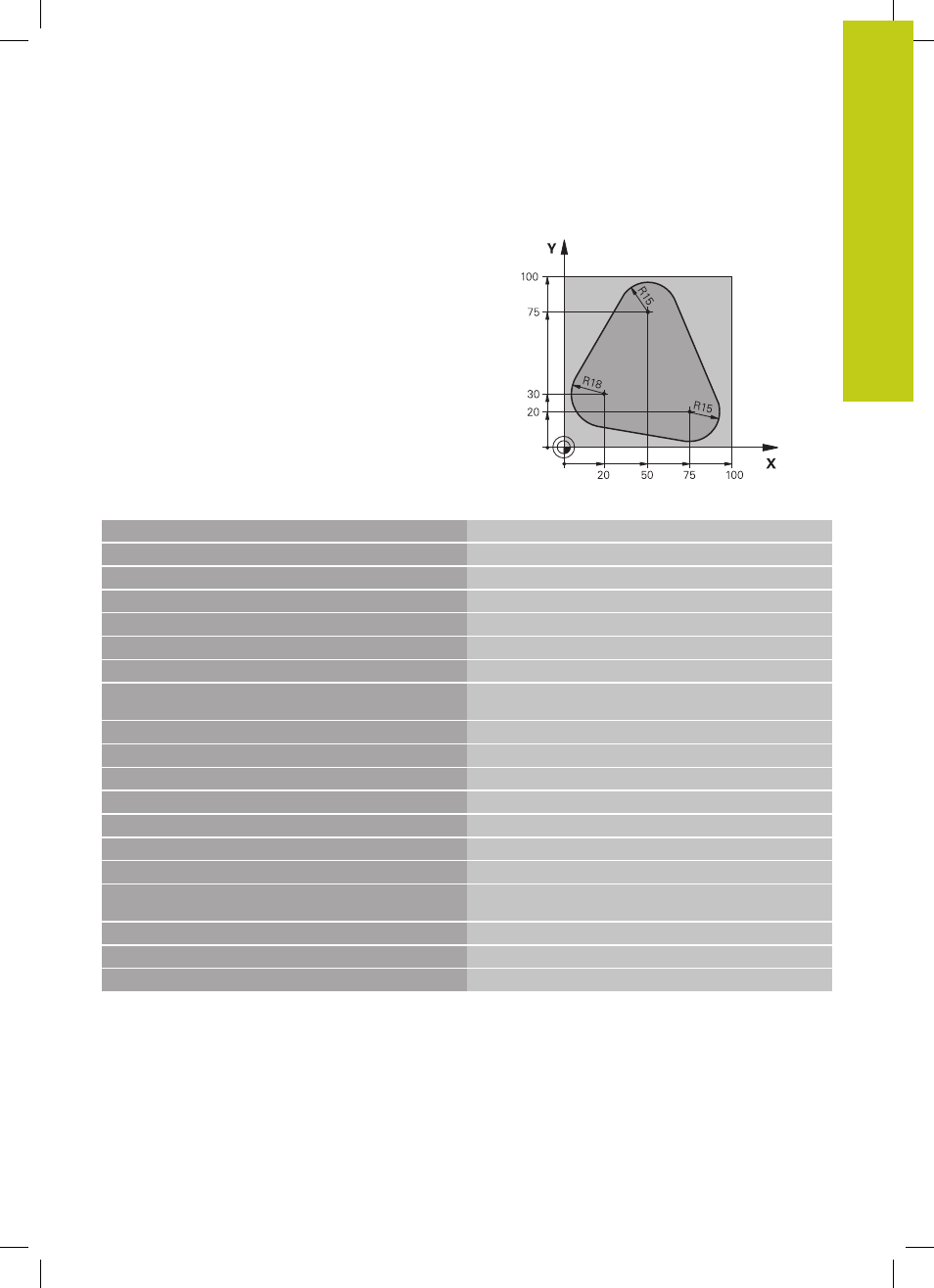
Beispiel: FK-Programmierung 1
%FK1 G71*
N10 G30 G17 X+0 Y+0 Z-20*
Rohteil-Definition
N20 G31 X+100 Y+100 Z+0*
N30 T 1 G17 S500*
Werkzeugaufruf
N40 G00 G90 Z+250 G40 M3*
Werkzeug freifahren
N50 G00 X-20 Y+30 G40*
Werkzeug vorpositionieren
N60 G01 Z-10 G40 F1000*
Auf Bearbeitungstiefe fahren
N70 APPR CT X+2 Y+30 CCA90 R+5 G41 F250*
Kontur anfahren auf einem Kreis mit tangentialem
Anschluss
N80 FC DR- R18 CLSD+ CCX+20 CCY+30*
FK- Abschnitt:
N90 FLT*
Zu jedem Konturelement bekannte Angaben programmieren
N100 FCT DR- R15 CCX+50 CCY+75*
N110 FLT*
N120 FCT DR- R15 CCX+75 CCY+20*
N130 FLT*
N140 FCT DR- R18 CLSD- CCX+20 CCY+30*
N150 DEP CT CCA90 R+5 F2000*
Kontur verlassen auf einem Kreis mit tangentialem
Anschluss
N160 G00 X-30 Y+0*
N170 G00 Z+250 M2*
Werkzeug freifahren, Programm-Ende
N99999999 %FK1 G71*