HEIDENHAIN TNC 640 (34059x-05) ISO programming Benutzerhandbuch
Seite 428
Programmieren: Mehrachs-Bearbeitung
12.2 Die PLANE-Funktion: Schwenken der Bearbeitungsebene
(Option #8)
12
428
TNC 640 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
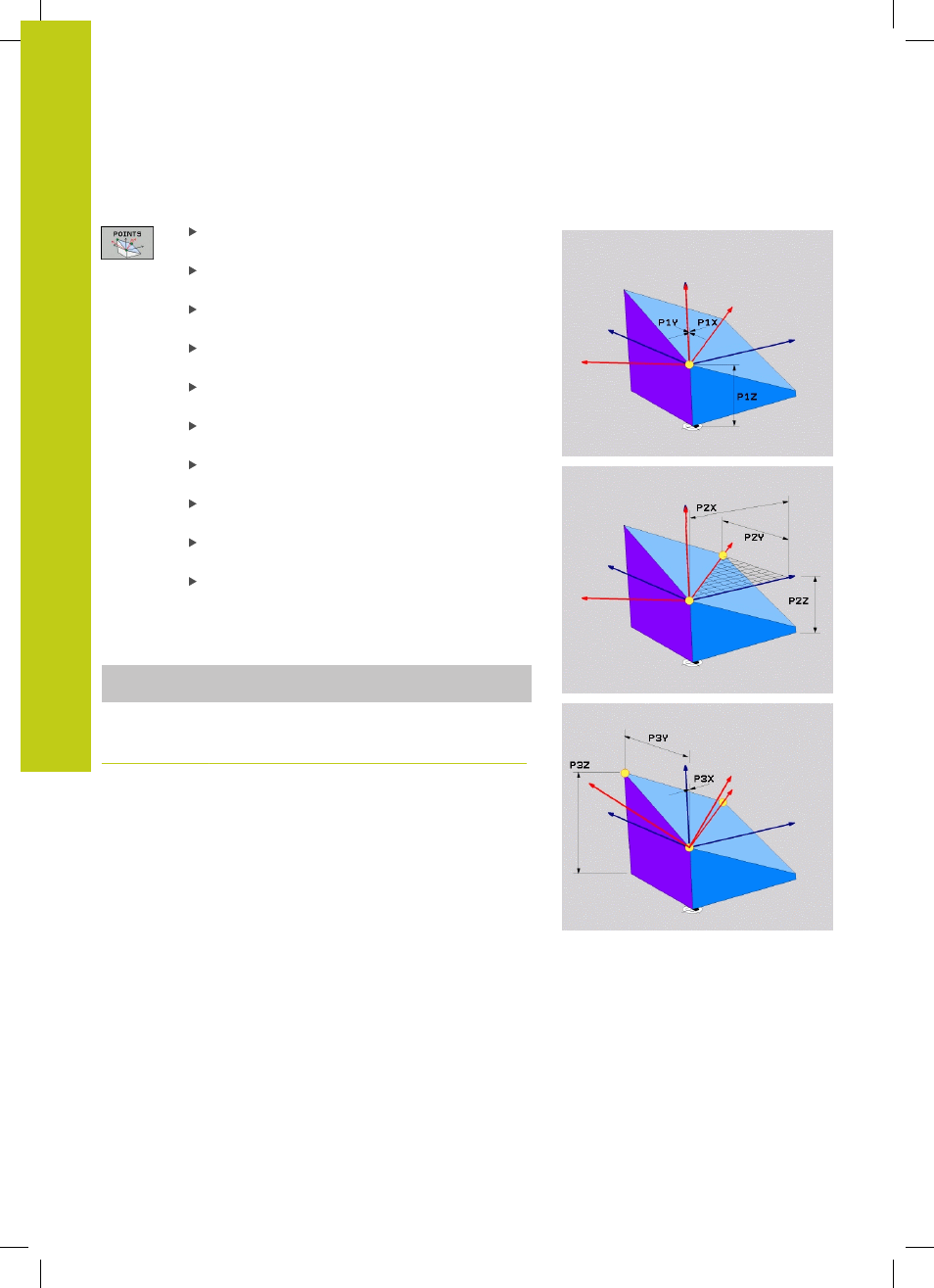
Eingabeparameter
X-Koordinate 1. Ebenenpunkt?: X-Koordinate P1X
des 1. Ebenenpunktes (siehe Bild rechts oben)
Y-Koordinate 1. Ebenenpunkt?: Y-Koordinate P1Y
des 1. Ebenenpunktes (siehe Bild rechts oben)
Z-Koordinate 1. Ebenenpunkt?: Z-Koordinate P1Z
des 1. Ebenenpunktes (siehe Bild rechts oben)
X-Koordinate 2. Ebenenpunkt?: X-Koordinate P2X
des 2. Ebenenpunktes (siehe Bild rechts Mitte)
Y-Koordinate 2. Ebenenpunkt?: Y-Koordinate P2Y
des 2. Ebenenpunktes (siehe Bild rechts Mitte)
Z-Koordinate 2. Ebenenpunkt?: Z-Koordinate P2Z
des 2. Ebenenpunktes (siehe Bild rechts Mitte)
X-Koordinate 3. Ebenenpunkt?: X-Koordinate P3X
des 3. Ebenenpunktes (siehe Bild rechts unten)
Y-Koordinate 3. Ebenenpunkt?: Y-Koordinate P3Y
des 3. Ebenenpunktes (siehe Bild rechts unten)
Z-Koordinate 3. Ebenenpunkt?: Z-Koordinate P3Z
des 3. Ebenenpunktes (siehe Bild rechts unten)
Weiter mit den Positioniereigenschaften siehe
"Positionierverhalten der PLANE-Funktion
NC-Satz
N50 PLANE POINTS P1X+0 P1Y+0 P1Z+20 P2X+30 P2Y+31 P2Z+20
P3X+0 P3Y+41 P3Z+32.5 .....*
Verwendete Abkürzungen
Abkürzung
Bedeutung
POINTS
Englisch
points
= Punkte