Tangential an- und wegfahren, Kontur anfahren und verlassen 6.3 – HEIDENHAIN TNC 640 (34059x-05) ISO programming Benutzerhandbuch
Seite 211
Kontur anfahren und verlassen
6.3
6
TNC 640 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
211
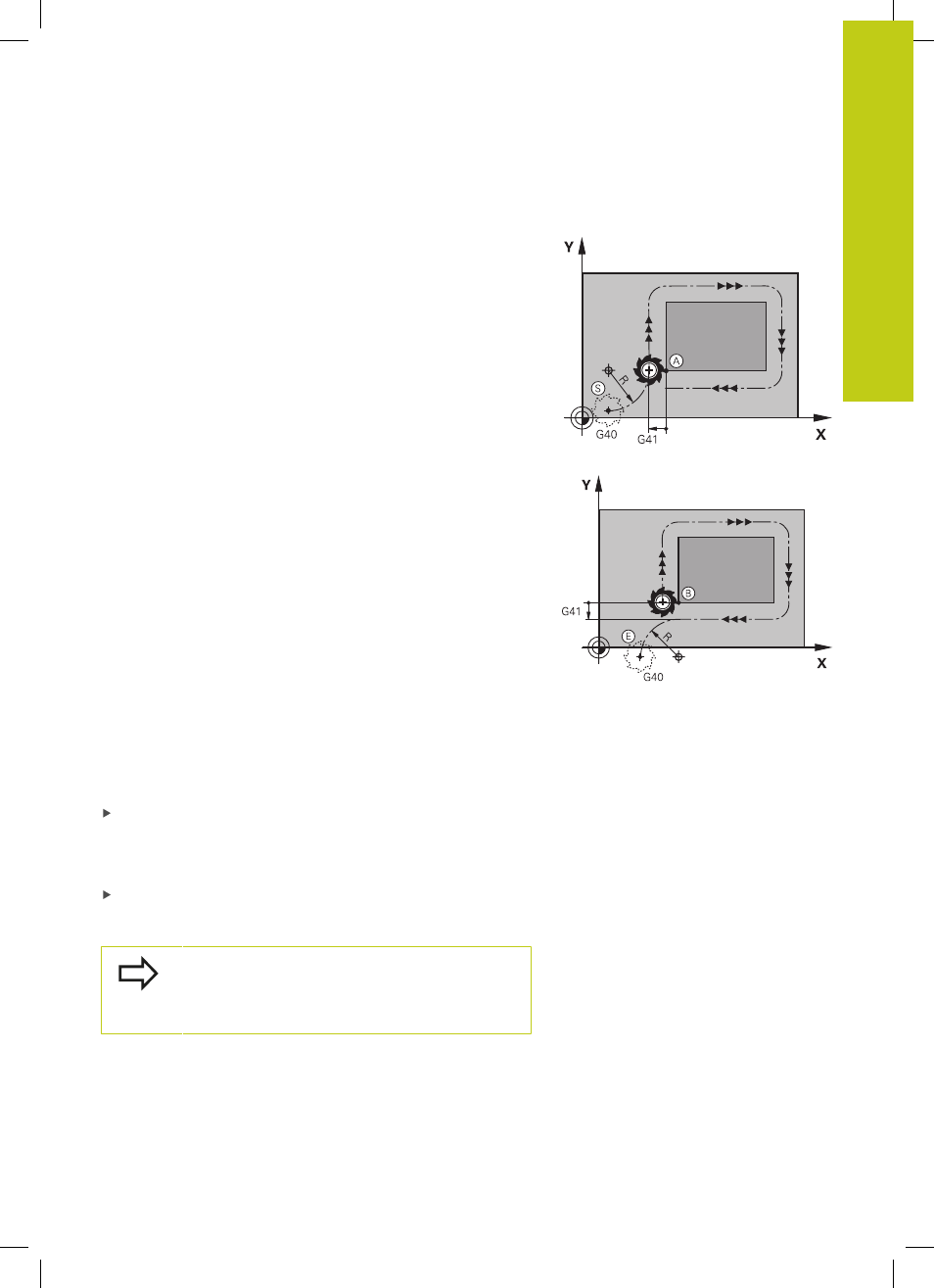
Tangential An- und Wegfahren
Mit
G26 (Bild rechts Mitte) können Sie an das Werkstück tangential
anfahren und mit
G27 (Bild rechts unten) vom Werkstück tangential
wegfahren. Dadurch vermeiden Sie Freischneidemarkierungen.
Start- und Endpunkt
Start- und Endpunkt liegen nahe am ersten bzw. letzten
Konturpunkt außerhalb des Werkstücks und sind ohne
Radiuskorrektur zu programmieren.
Anfahren
G26 nach dem Satz eingeben, in dem der erste Konturpunkt
programmiert ist: Das ist der erste Satz mit Radiuskorrektur
G41/G42
Wegfahren
G27 nach dem Satz eingeben, in dem der letzte Konturpunkt
programmiert ist: Das ist der letzte Satz mit Radiuskorrektur
G41/G42
Den Radius für
G26 und G27 müssen Sie so wählen,
dass die TNC die Kreisbahn zwischen Startpunkt und
erstem Konturpunkt sowie letztem Konturpunkt und
Endpunkt ausführen kann.