HEIDENHAIN TNC 640 (34059x-05) ISO programming Benutzerhandbuch
Seite 218
Programmieren: Konturen programmieren
6.3
Kontur anfahren und verlassen
6
218
TNC 640 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
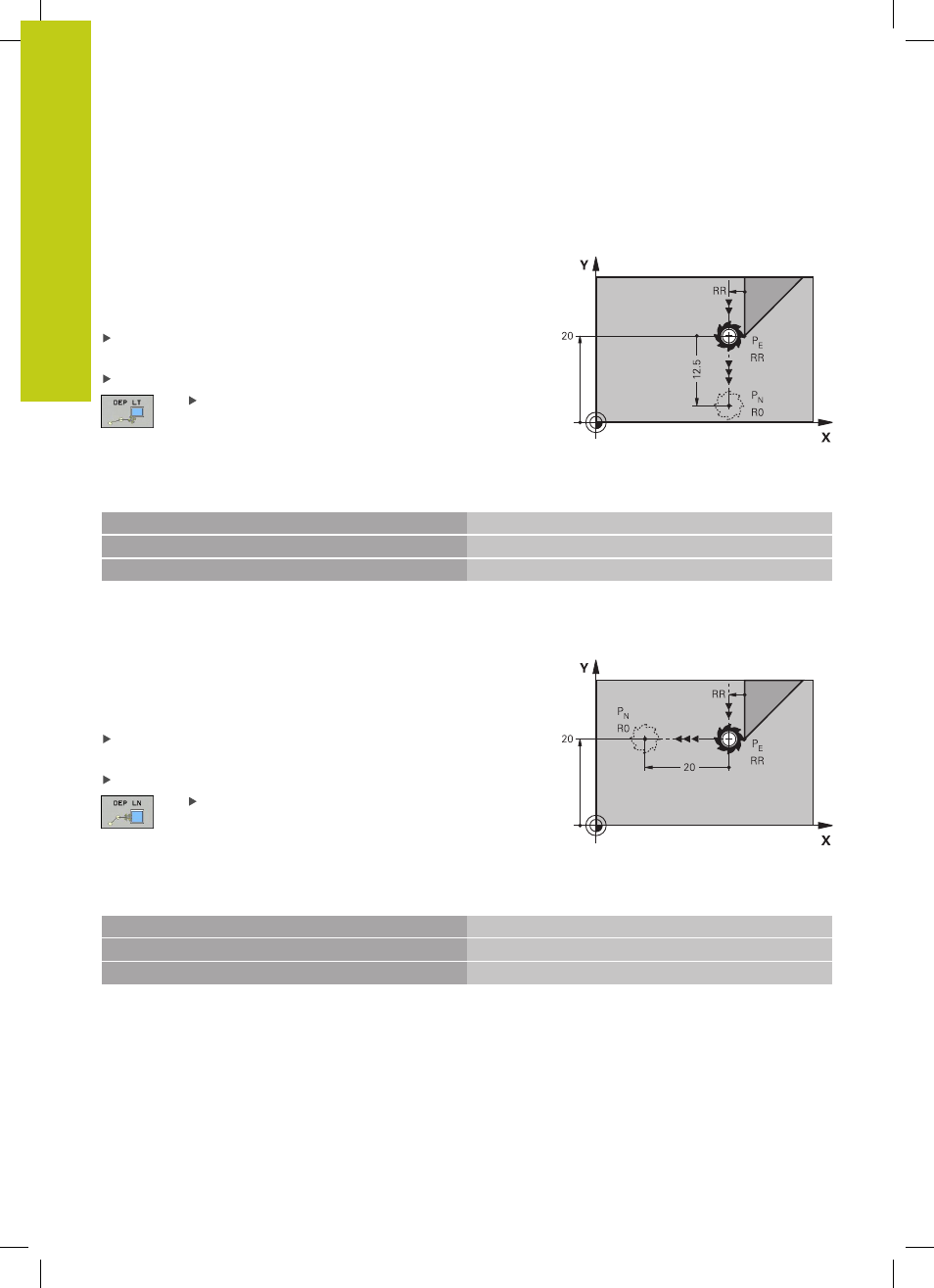
Wegfahren auf einer Geraden mit tangentialem
Anschluss:
DEP LT
Die TNC fährt das Werkzeug auf einer Geraden vom letzten
Konturpunkt P
E
zum Endpunkt P
N
. Die Gerade liegt in der
Verlängerung des letzten Konturelements. P
N
befindet sich im
Abstand
LEN von P
E
.
Letztes Konturelement mit Endpunkt P
E
und Radiuskorrektur
programmieren
Dialog mit Taste
APPR/DEP und Softkey DEP LT eröffnen:
LEN: Abstand des Endpunkts P
N
vom letzten
Konturelement P
E
eingeben
R0=G40; RL=G41; RR=G42
NC-Beispielsätze
N20 G01 Y+20 G42 F100
Letztes Konturelement: PE mit Radiuskorrektur
N30 DEP LT LEN12.5 F100
Um LEN=12,5 mm wegfahren
N40 G00 Z+100 M2
Z freifahren, Rücksprung, Programm-Ende
Wegfahren auf einer Geraden senkrecht zum letzten
Konturpunkt:
DEP LN
Die TNC fährt das Werkzeug auf einer Geraden vom letzten
Konturpunkt P
E
zum Endpunkt P
N
. Die Gerade führt senkrecht vom
letzten Konturpunkt P
E
weg. P
N
befindet sich von P
E
im Abstand
LEN + Werkzeugradius.
Letztes Konturelement mit Endpunkt P
E
und Radiuskorrektur
programmieren
Dialog mit Taste
APPR/DEP und Softkey DEP LN eröffnen:
LEN: Abstand des Endpunkts P
N
eingeben
Wichtig:
LEN positiv eingeben!
R0=G40; RL=G41; RR=G42
NC-Beispielsätze
N20 G01 Y+20 G42 F100
Letztes Konturelement: PE mit Radiuskorrektur
N30 DEP LN LEN+20 F100
Um LEN=20 mm senkrecht von Kontur wegfahren
N40 G00 Z+100 M2
Z freifahren, Rücksprung, Programm-Ende