12 programmier-beispiele, Beispiel: ellipse, Programmier-beispiele – HEIDENHAIN TNC 640 (34059x-05) ISO programming Benutzerhandbuch
Seite 344
Programmieren: Q-Parameter
9.12 Programmier-Beispiele
9
344
TNC 640 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
9.12
Programmier-Beispiele
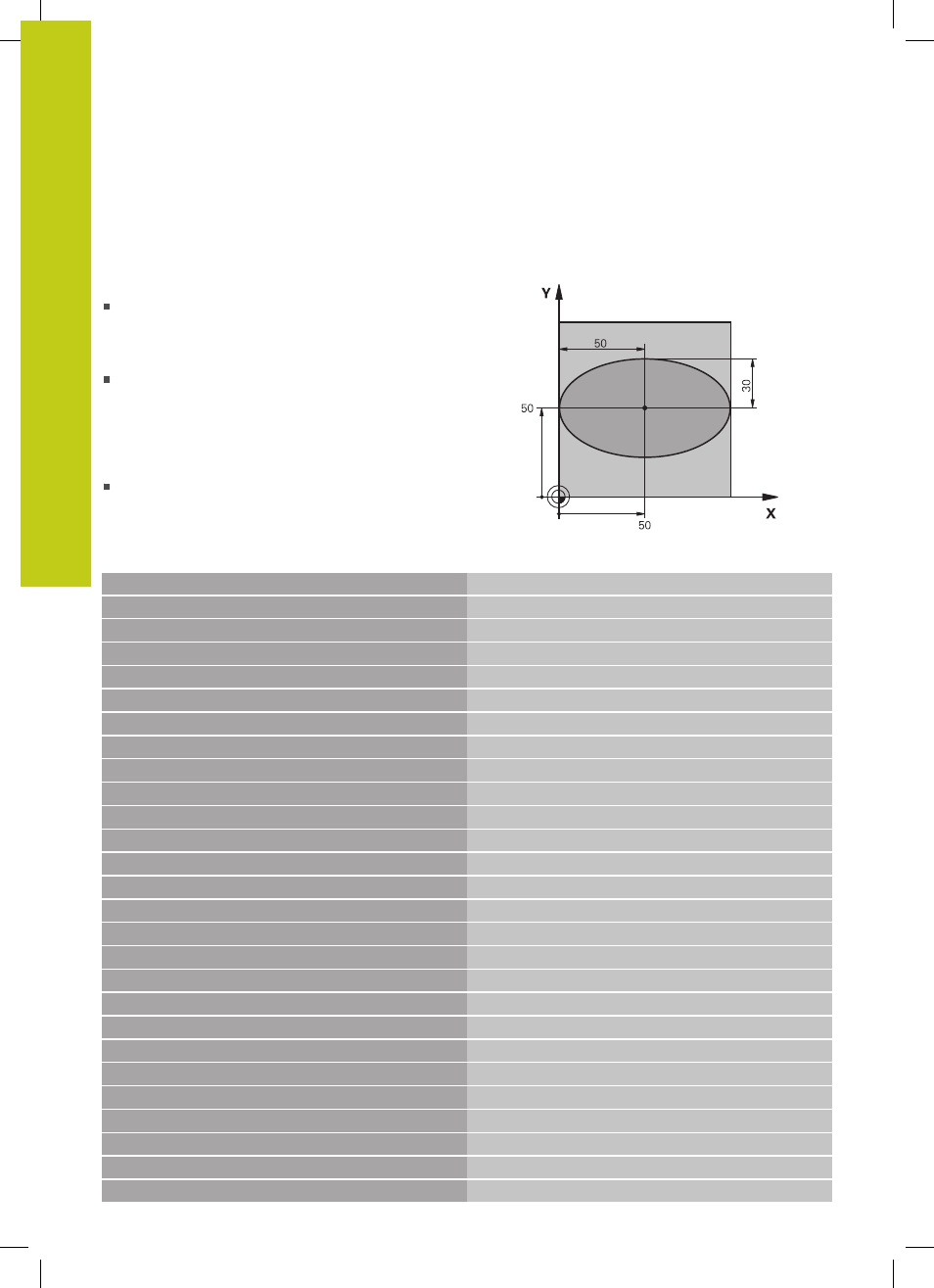
Beispiel: Ellipse
Programm-Ablauf
Die Ellipsen-Kontur wird durch viele kleine
Geradenstücke angenähert (über Q7 definierbar). Je
mehr Berechnungsschritte definiert sind, desto glatter
wird die Kontur
Die Fräsrichtung bestimmen Sie über den Startund
Endwinkel in der Ebene:
Bearbeitungsrichtung im Uhrzeigersinn:
Startwinkel > Endwinkel
Bearbeitungsrichtung im Gegen-Uhrzeigersinn:
Startwinkel < Endwinkel
Werkzeugradius wird nicht berücksichtigt
%ELLIPSE G71 *
N10 D00 Q1 P01 +50 *
Mitte X-Achse
N20 D00 Q2 P01 +50 *
Mitte Y-Achse
N30 D00 Q3 P01 +50 *
Halbachse X
N40 D00 Q4 P01 +30 *
Halbachse Y
N50 D00 Q5 P01 +0 *
Startwinkel in der Ebene
N60 D00 Q6 P01 +360 *
Endwinkel in der Ebene
N70 D00 Q7 P01 +40 *
Anzahl der Berechnungs-Schritte
N80 D00 Q8 P01 +30 *
Drehlage der Ellipse
N90 D00 Q9 P01 +5 *
Frästiefe
N100 D00 Q10 P01 +100 *
Tiefenvorschub
N110 D00 Q11 P01 +350 *
Fräsvorschub
N120 D00 Q12 P01 +2 *
Sicherheits-Abstand für Vorpositionierung
N130 G30 G17 X+0 Y+0 Z-20 *
Rohteil-Definition
N140 G31 G90 X+100 Y+100 Z+0 *
N150 T1 G17 S4000 *
Werkzeug-Aufruf
N160 G00 G40 G90 Z+250 *
Werkzeug freifahren
N170 L10,0 *
Bearbeitung aufrufen
N180 G00 Z+250 M2 *
Werkzeug freifahren, Programm-Ende
N190 G98 L10 *
Unterprogramm 10: Bearbeitung
N200 G54 X+Q1 Y+Q2 *
Nullpunkt ins Zentrum der Ellipse verschieben
N210 G73 G90 H+Q8 *
Drehlage in der Ebene verrechnen
N220 Q35 = ( Q6 - Q5 ) / Q7 *
Winkelschritt berechnen
N230 D00 Q36 P01 +Q5 *
Startwinkel kopieren
N240 D00 Q37 P01 +0 *
Schnittzähler setzen
N250 Q21 = Q3 * COS Q36 *
X-Koordinate des Startpunkts berechnen
N260 Q22 = Q4 * SIN Q36 *
Y-Koordinate des Startpunkts berechnen