HEIDENHAIN TNC 426 (280 476) Benutzerhandbuch
Seite 182
156
6 Programmieren: Konturen programmieren
6.5 Bah
n
b
e
w
e
gun
g
e
n – P
o
la
rk
o
o
rd
inat
en
Wenn Sie mehr als 16 Gänge fertigen müssen:
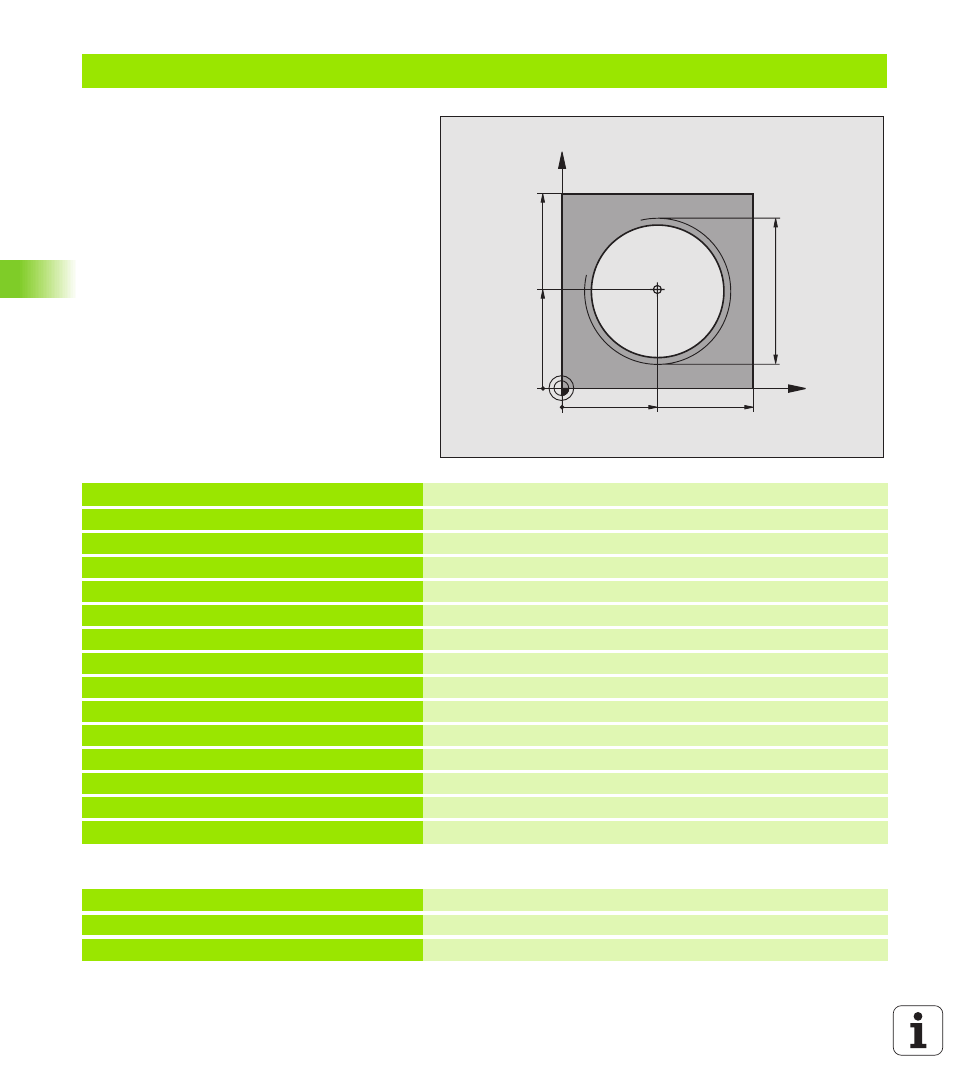
Beispiel: Helix
0 BEGIN PGM HELIX MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Rohteil-Definition
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+5
Werkzeug-Definition
4 TOOL CALL 1 Z S1400
Werkzeug-Aufruf
5 L Z+250 R0 F MAX
Werkzeug freifahren
6 L X+50 Y+50 R0 F MAX
Werkzeug vorpositionieren
7 CC
Letzte programmierte Position als Pol übernehmen
8 L Z-12,75 R0 F1000 M3
Auf Bearbeitungstiefe fahren
9 APPR PCT PR+32 PA-180 CCA180 R+2
Kontur anfahren auf einem Kreis mit tangentialem
RL F100
Anschluss
10 CP IPA+3240 IZ+13,5 DR+ F200
Helix fahren
11 DEP CT CCA180 R+2
Kontur verlassen auf einem Kreis mit tangentialem Anschluss
12 L Z+250 R0 F MAX M2
Werkzeug freifahren, Programm-Ende
13 END PGM HELIX MM
X
Y
50
50
CC
100
100
M64 x 1,5
...
8 L Z-12.75 R0 F1000
9 APPR PCT PR+32 PA-180 CCA180 R+2 RL F100