HEIDENHAIN TNC 426 (280 476) Benutzerhandbuch
Seite 197
Advertising
HEIDENHAIN TNC 426, TNC 430
171
6.6
B
a
hnb
ew
egu
n
g
e
n – F
rei
e K
ont
u
r-Pr
o
gr
ammier
un
g FK
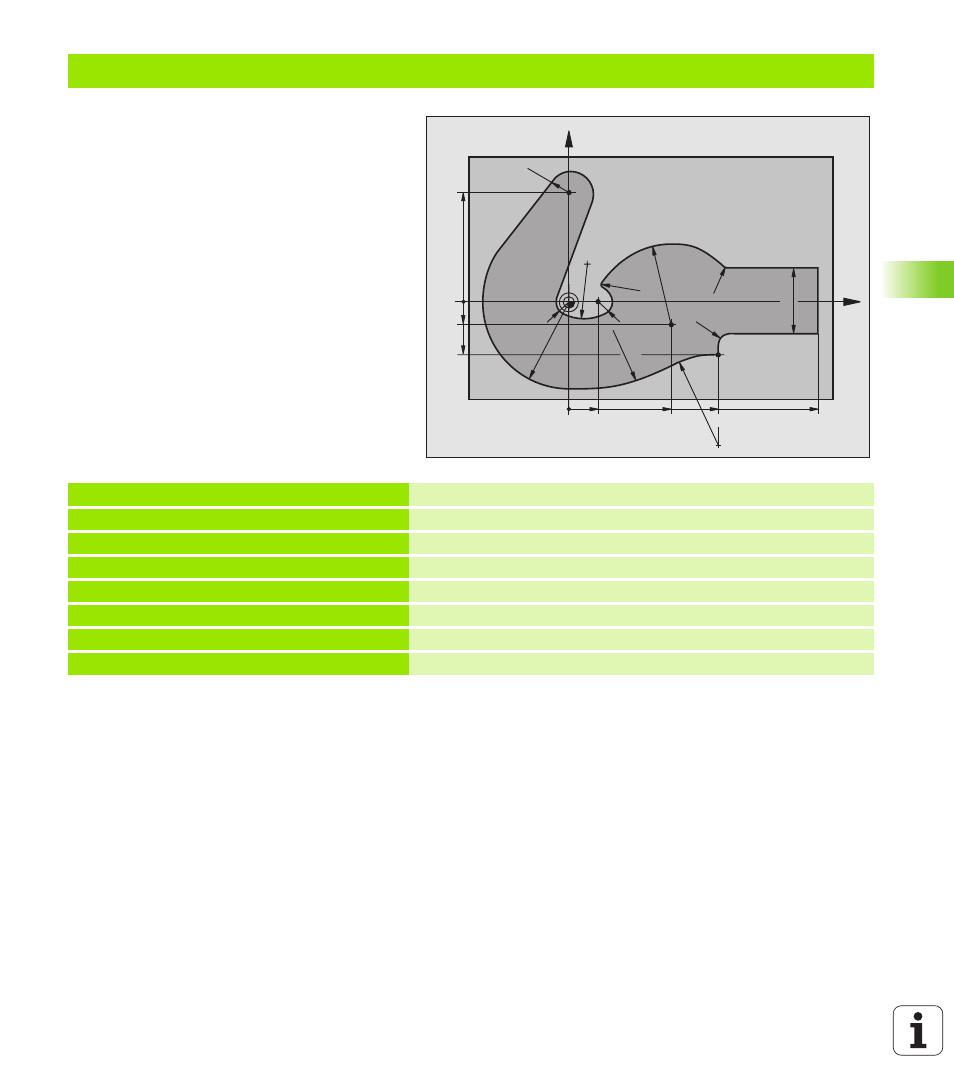
Beispiel: FK-Programmierung 3
0 BEGIN PGM FK3 MM
1 BLK FORM 0.1 Z X-45 Y-45 Z-20
Rohteil-Definition
2 BLK FORM 0.2 X+120 Y+70 Z+0
3 TOOL DEF 1 L+0 R+3
Werkzeug-Definition
4 TOOL CALL 1 Z S4500
Werkzeug-Aufruf
5 L Z+250 R0 F MAX
Werkzeug freifahren
6 L X-70 Y+0 R0 F MAX
Werkzeug vorpositionieren
7 L Z-5 R0 F1000 M3
Auf Bearbeitungstiefe fahren
X
Y
110
12
50
-10
44
65
R10
-25
30
R40
R6
R6
R24
R1,5
R36
R5
R5
R65
R50
Advertising
Dieses Handbuch ist für die folgenden Produkte bezogen werden: