Kontur-zug (zyklus 25), 25 kontur-zug, 6 sl -zy k len – HEIDENHAIN TNC 426 (280 476) Benutzerhandbuch
Seite 323
HEIDENHAIN TNC 426, TNC 430
297
8.6 SL
-Zy
k
len
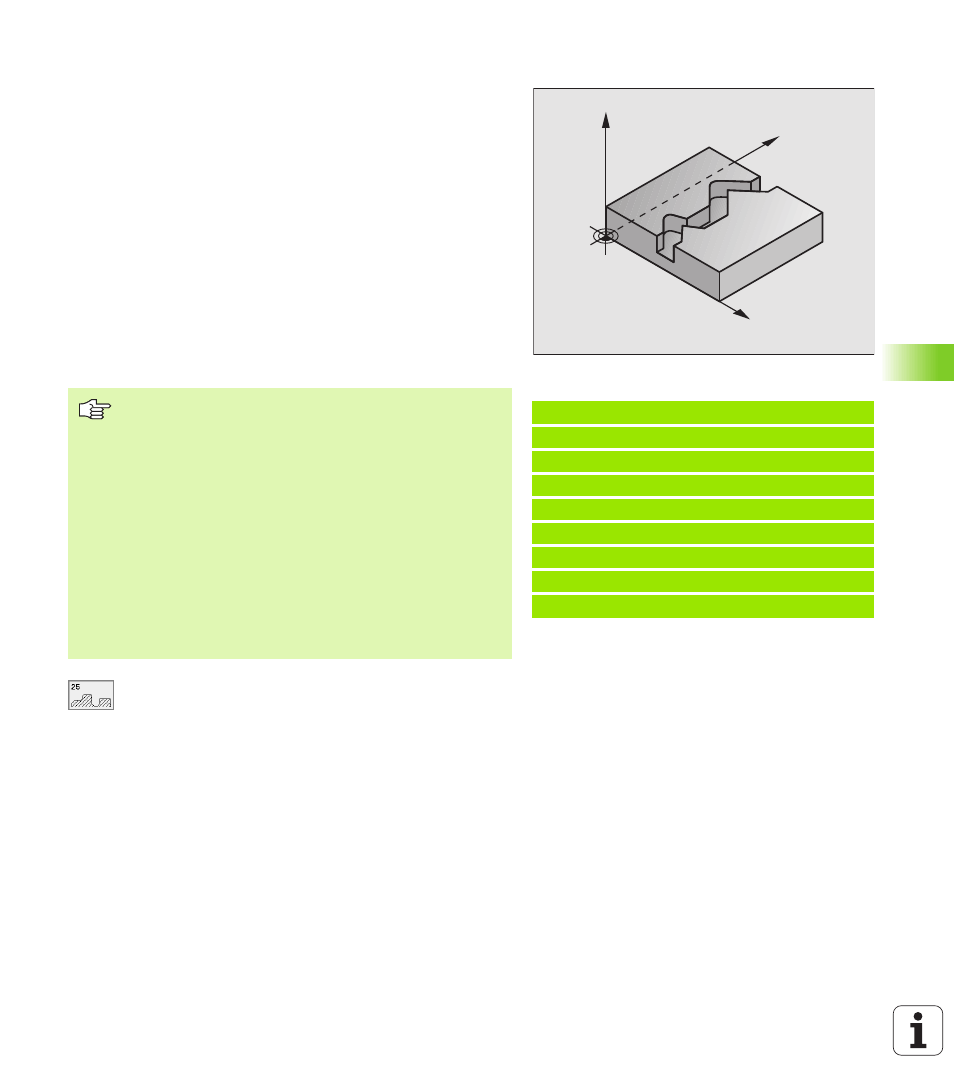
KONTUR-ZUG (Zyklus 25)
Mit diesem Zyklus lassen sich zusammen mit Zyklus 14 KONTUR -
„offene“ Konturen bearbeiten: Konturbeginn und -ende fallen nicht
zusammen.
Der Zyklus 25 KONTUR-ZUG bietet gegenüber der Bearbeitung einer
offenen Kontur mit Positioniersätzen erhebliche Vorteile:
n
Die TNC überwacht die Bearbeitung auf Hinterschneidungen und
Konturverletzungen. Kontur mit der Test-Grafik überprüfen
n
Ist der Werkzeug-Radius zu groß, so muss die Kontur an Innenecken
eventuell nachbearbeitet werden
n
Die Bearbeitung lässt sich durchgehend im Gleich- oder Gegenlauf
ausführen. Die Fräsart bleibt sogar erhalten, wenn Konturen gespie-
gelt werden
n
Bei mehreren Zustellungen kann die TNC das Werkzeug hin und her
verfahren: Dadurch verringert sich die Bearbeitungszeit
n
Sie können Aufmaße eingeben, um in mehreren Arbeitsgängen zu
schruppen und zu schlichten
U
U
U
U
Frästiefe
Q1 (inkremental): Abstand zwischen Werk-
stück-Oberfläche und Konturgrund
U
U
U
U
Schlichtaufmaß Seite
Q3 (inkremental): Schlichtauf-
maß in der Bearbeitungsebene
U
U
U
U
Koord. Werkstück-Oberfläche
Q5 (absolut): Absolute
Koordinate der Werkstück Oberfläche bezogen auf
den Werkstück-Nullpunkt
U
U
U
U
Sichere Höhe
Q7 (absolut): Absolute Höhe, in der
keine Kollision zwischen Werkzeug und Werkstück
erfolgen kann; Werkzeug-Rückzugposition am Zyklus-
Ende
U
U
U
U
Zustell-Tiefe
Q10 (inkremental): Maß, um das das
Werkzeug jeweils zugestellt wird
U
U
U
U
Vorschub Tiefenzustellung
Q11:Vorschub bei Ver-
fahrbewegungen in der Spindelachse
Beispiel: NC-Sätze
62 CYCL DEF 25.0 KONTUR-ZUG
Q1=-20 ;FRAESTIEFE
Q3=+0 ;AUFMASS SEITE
Q5=+0 ;KOOR. OBERFLAECHE
Q7=+50 ;SICHERE HOEHE
Q10=+5 ;ZUSTELL-TIEFE
Q11=100 ;VORSCHUB TIEFENZ.
Q12=350 ;VORSCHUB FRAESEN
Q15=-1 ;FRAESART
Y
X
Z
Beachten Sie vor dem Programmieren
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest. Wenn Sie die Tiefe = 0 programmie-
ren, dann führt die TNC den Zyklus nicht aus.
Die TNC berücksichtigt nur das erste Label aus Zyklus 14
KONTUR.
Der Speicher für einen SL-Zyklus ist begrenzt. Sie können
in einem SL-Zyklus z.B. maximal 256 Geraden-Sätze pro-
grammieren.
Zyklus 20 KONTUR-DATEN wird nicht benötigt.
Direkt nach Zyklus 25 programmierte Positionen im Ket-
tenmaß beziehen sich auf die Position des Werkzeugs am
Zyklus-Ende.