Ausdrehen (zyklus 202) – HEIDENHAIN TNC 426 (280 476) Benutzerhandbuch
Seite 243
HEIDENHAIN TNC 426, TNC 430
217
8.3 Zykl
en zum Boh
ren, Gewin
d
eb
oh
re
n u
nd Gew
ind
efräsen
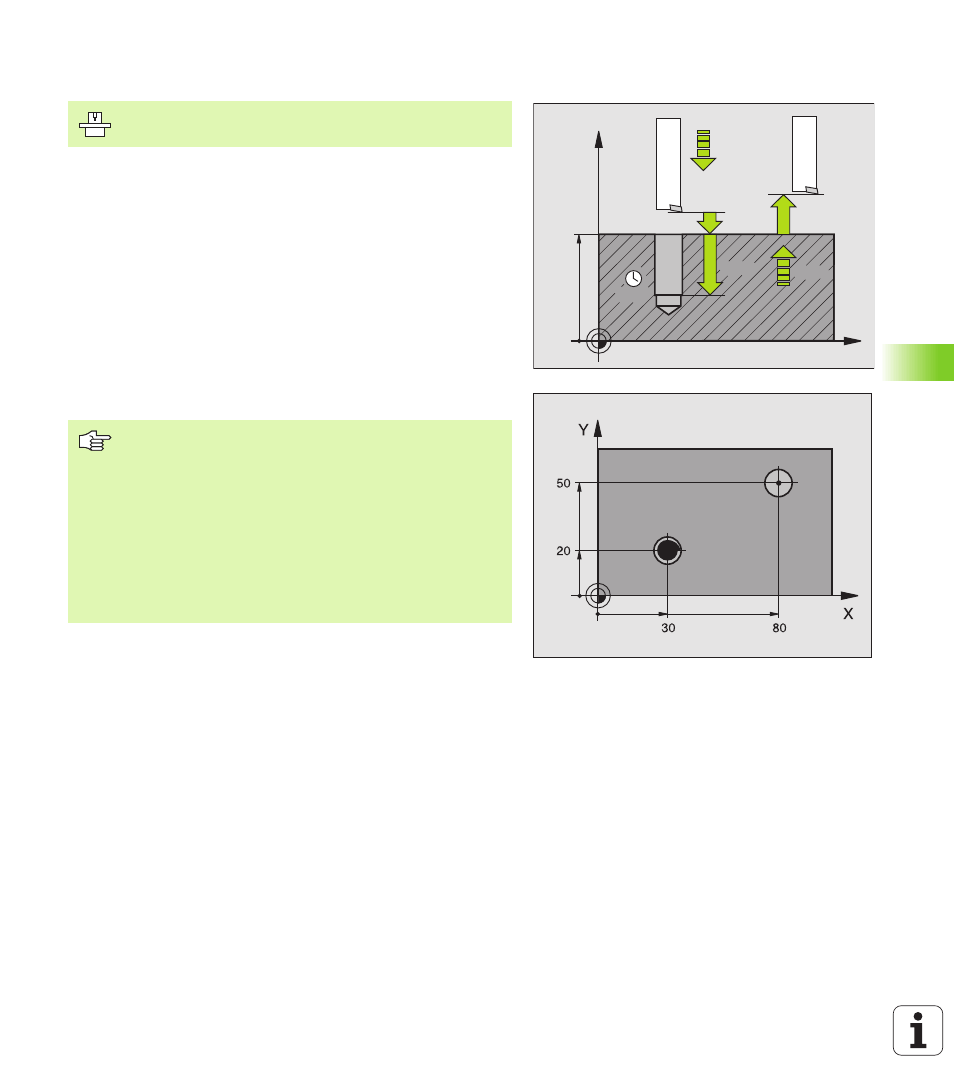
AUSDREHEN (Zyklus 202)
1
Die TNC positioniert das Werkzeug in der Spindelachse im Eilgang
FMAX auf den Sicherheits-Abstand über der Werkstück-Oberflä-
che
2
Das Werkzeug bohrt mit dem Bohrvorschub bis zur Tiefe
3
Am Bohrungsgrund verweilt das Werkzeug – falls eingegeben –
mit laufender Spindel zum Freischneiden
4
Anschließend führt die TNC eine Spindel-Orientierung auf die
0°-Position durch
5
Falls Freifahren gewählt ist, fährt die TNC in der eingegebenen
Richtung 0,2 mm (fester Wert) frei
6
Anschließend fährt die TNC das Werkzeug im Vorschub Rückzug
auf den Sicherheits-Abstand und von dort – falls eingegeben – mit
FMAX auf den 2. Sicherheits-Abstand. Wenn Q214=0 erfolgt der
Rückzug an der Bohrungswand
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
Maschine und TNC müssen vom Maschinenhersteller vor-
bereitet sein.
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt (Bohrungsmitte) der
Bearbeitungsebene mit Radiuskorrektur R0 programmie-
ren.
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest. Wenn Sie die Tiefe = 0 programmie-
ren, dann führt die TNC den Zyklus nicht aus.
Die TNC stellt am Zyklus-Ende den Kühlmittel- und Spin-
delzustand wieder her, der vor dem Zyklus-Aufruf aktiv
war.