Anwendung, Werte eingeben, Spindeldrehzahl und vorschub ändern – HEIDENHAIN TNC 426 (280 476) Benutzerhandbuch
Seite 47
HEIDENHAIN TNC 426, TNC 430
21
2.3 Sp
inde
ldr
e
hz
ah
l S
, V
o
rsc
h
ub
F un
d Z
u
s
a
tzf
unk
tio
n
M
2.3 Spindeldrehzahl S, Vorschub F
und Zusatzfunktion M
Anwendung
In den Betriebsarten Manueller Betrieb und El. Handrad geben Sie
Spindeldrehzahl S, Vorschub F und Zusatzfunktion M über Softkeys
ein. Die Zusatzfunktionen sind in „7. Programmieren: Zusatzfunktio-
nen“ beschrieben.
Werte eingeben
Spindeldrehzahl S, Zusatzfunktion M
Eingabe für Spindeldrehzahl wählen: Softkey S
Spindeldrehzahl eingeben und mit der externen
START-Taste übernehmen
Die Spindeldrehung mit der eingegebenen Drehzahl S starten Sie mit
einer Zusatzfunktion M. Eine Zusatzfunktion M geben Sie auf die glei-
che Weise ein.
Vorschub F
Die Eingabe eines Vorschub F müssen Sie anstelle mit der externen
START-Taste mit der Taste ENT bestätigen.
Für den Vorschub F gilt:
n
Wenn F=0 eingegeben, dann wirkt der kleinste Vorschub aus
MP1020
n
F bleibt auch nach einer Stromunterbrechung erhalten
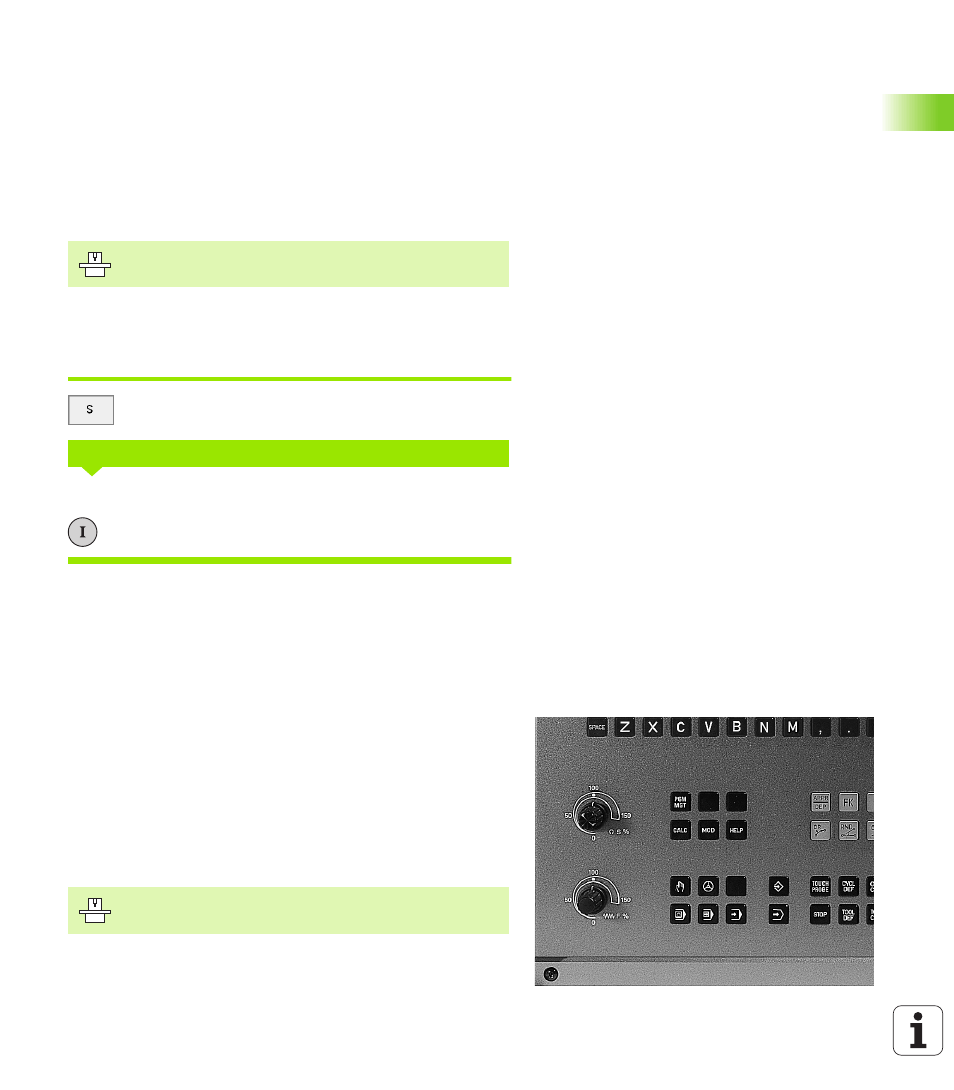
Spindeldrehzahl und Vorschub ändern
Mit den Override-Drehknöpfen für Spindeldrehzahl S und Vorschub F
lässt sich der eingestellte Wert von 0% bis 150% ändern.
Der Maschinenhersteller legt fest, welche Zusatzfunktio-
nen M Sie nutzen können und welche Funktion sie haben.
SPINDELDREHZAHL S=
1000
Der Override-Drehknopf für die Spindeldrehzahl wirkt nur
bei Maschinen mit stufenlosem Spindelantrieb.