10 .1 1 p rog ra mmier -beisp iele, Beispiel: kugel konvex mit schaftfräser – HEIDENHAIN TNC 426 (280 476) Benutzerhandbuch
Seite 425
HEIDENHAIN TNC 426, TNC 430
399
1
0
.1
1 P
rog
ra
mmier
-Beisp
iele
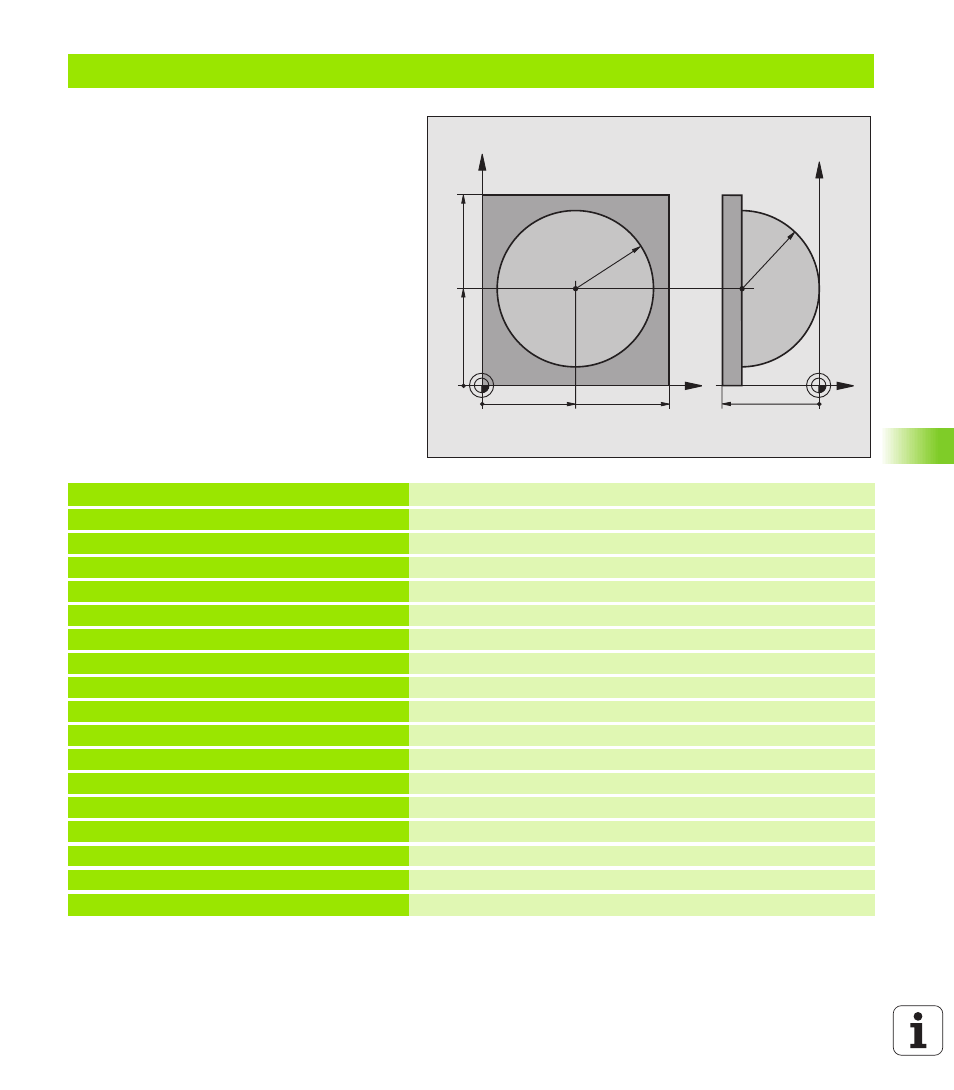
Beispiel: Kugel konvex mit Schaftfräser
Programm-Ablauf
n
Programm funktioniert nur mit Schaftfräser
n
Die Kugel-Kontur wird durch viele kleine Gera-
denstücke angenähert (Z/X-Ebene, über Q14
definierbar). Je kleiner der Winkelschritt definiert
ist, desto glatter wird die Kontur
n
Die Anzahl der Kontur-Schnitte bestimmen Sie
durch den Winkelschritt in der Ebene (über Q18)
n
Die Kugel wird im 3D-Schnitt von unten nach
oben gefräst
n
Werkzeug-Radius wird automatisch korrigiert
0 BEGIN PGM KUGEL MM
1 FN 0: Q1 = +50
Mitte X-Achse
2 FN 0: Q2 = +50
Mitte Y-Achse
3 FN 0: Q4 = +90
Startwinkel Raum (Ebene Z/X)
4 FN 0: Q5 = +0
Endwinkel Raum (Ebene Z/X)
5 FN 0: Q14 = +5
Winkelschritt im Raum
6 FN 0: Q6 = +45
Kugelradius
7 FN 0: Q8 = +0
Startwinkel Drehlage in der Ebene X/Y
8 FN 0: Q9 = +360
Endwinkel Drehlage in der Ebene X/Y
9 FN 0: Q18 = +10
Winkelschritt in der Ebene X/Y fürs Schruppen
10 FN 0: Q10 = +5
Aufmaß Kugelradius fürs Schruppen
11 FN 0: Q11 = +2
Sicherheits-Abstand für Vorpositionierung in der Spindelachse
12 FN 0: Q12 = +350
Vorschub Fräsen
13 BLK FORM 0.1 Z X+0 Y+0 Z-50
Rohteil-Definition
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+7,5
Werkzeug-Definition
16 TOOL CALL 1 Z S4000
Werkzeug-Aufruf
17 L Z+250 R0 F MAX
Werkzeug freifahren
X
Y
50
100
100
Z
Y
-50
R45
50
R45