10 .1 0 v o rb elegt e q-p a ra met e r – HEIDENHAIN TNC 426 (280 476) Benutzerhandbuch
Seite 420
Advertising
394
10 Programmieren: Q-Parameter
1
0
.1
0 V
o
rb
elegt
e
Q-P
a
ra
met
e
r
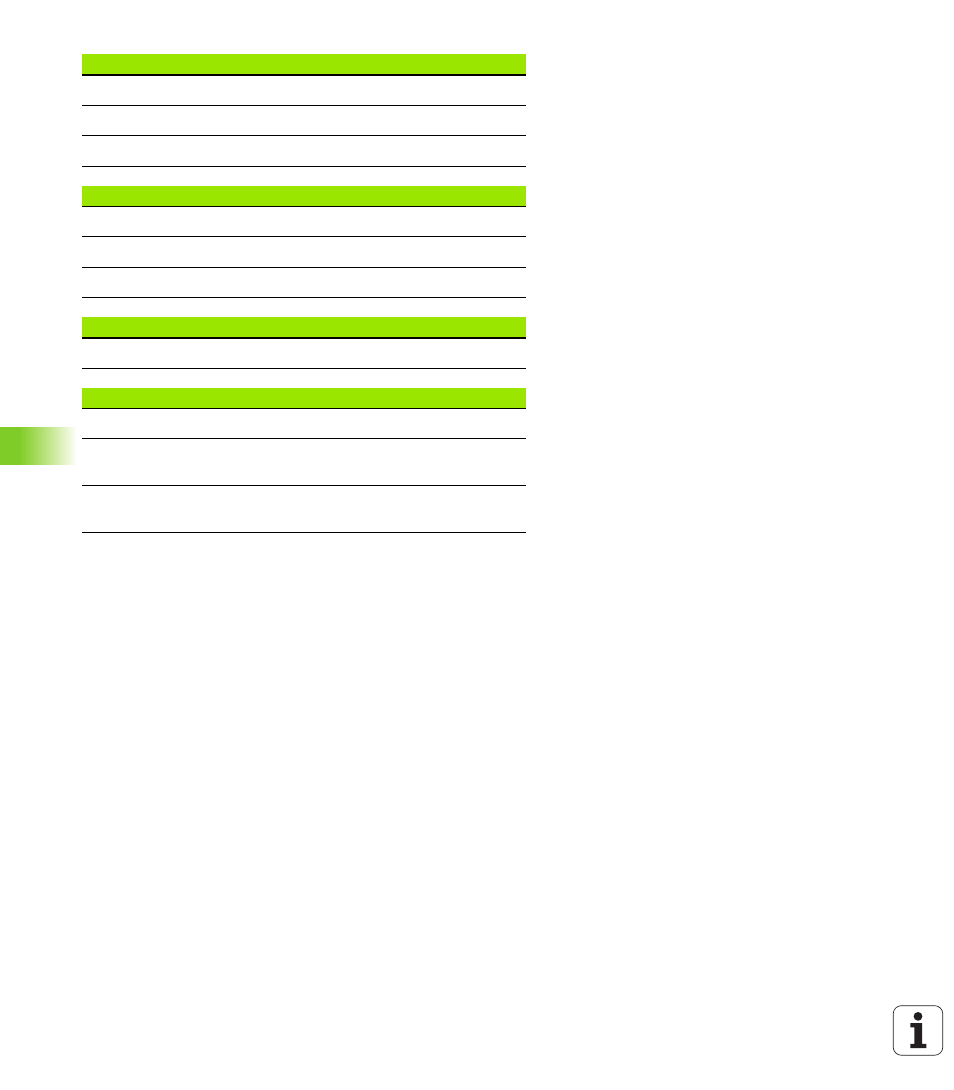
Werkstück-Status
Parameter-Wert
Gut
Q180
Nacharbeit
Q181
Ausschuss
Q182
Gemessene Abweichung mit Zyklus 440
Parameter-Wert
X-Achse
Q185
Y-Achse
Q186
Z-Achse
Q187
Reserviert für interne Verwendung
Parameter-Wert
Merker für Zyklen (Bearbeitungsbilder)
Q197
Status Werkzeug-Vermessung mit TT
Parameter-Wert
Werkzeug innerhalb Toleranz
Q199 = 0,0
Werkzeug ist verschlissen (LTOL/RTOL
überschritten)
Q199 = 1,0
Werkzeug ist gebrochen (LBREAK/RBREAK
überschritten)
Q199 = 2,0
Advertising
Dieses Handbuch ist für die folgenden Produkte bezogen werden: