HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 169
PLANFRAESEN (Zyklus 233, DIN/ISO: G233)
5.8
5
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
169
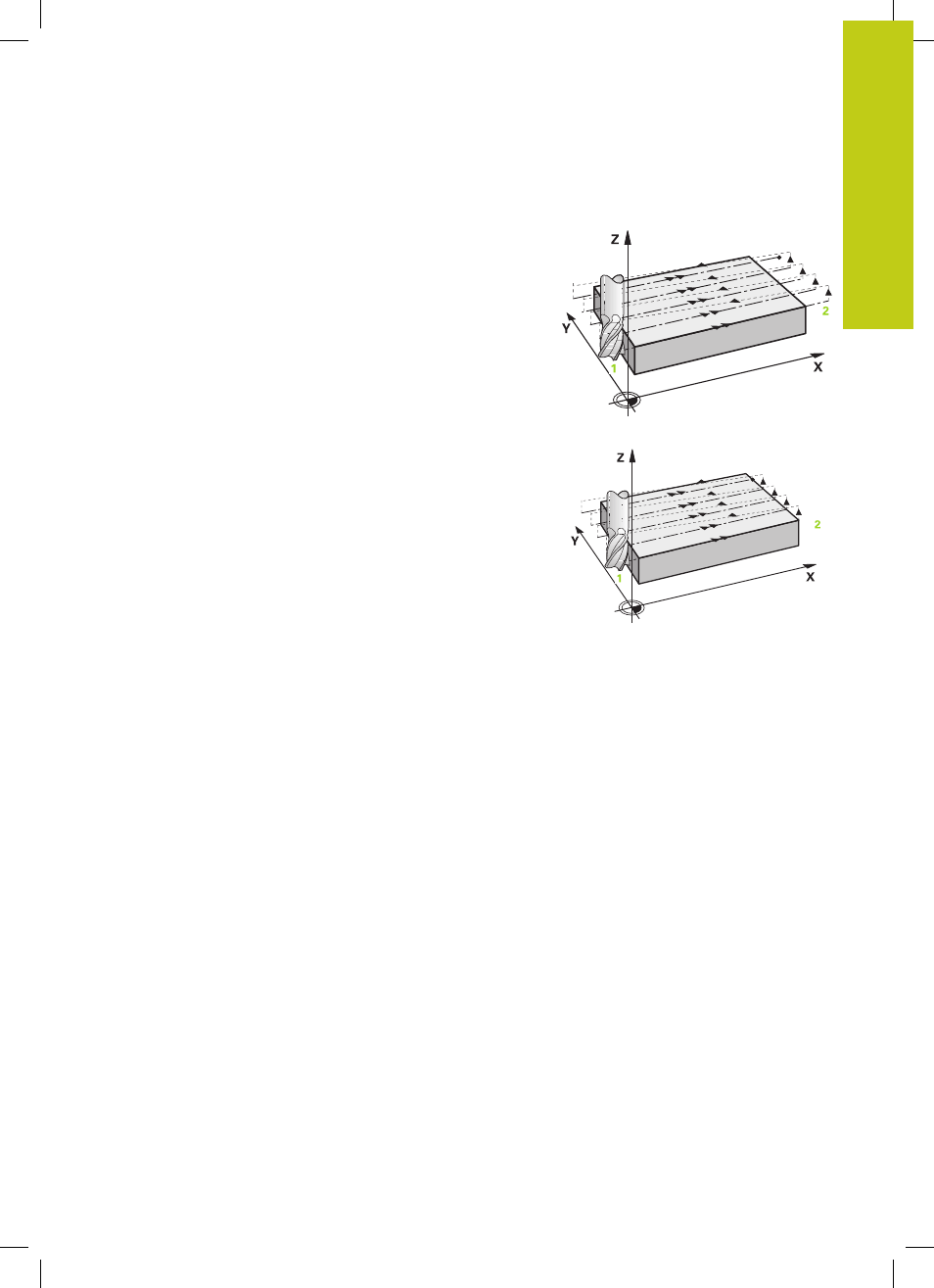
Strategie Q389=2 und Q389=3
Die Strategien Q389=2 und Q389=3 unterscheiden sich durch
den Überlauf beim Planfräsen. Bei Q389=2 liegt der Endpunkt
außerhalb der Fläche, bei Q389=3 am Rand der Fläche. Die TNC
berechnet den Endpunkt
2
aus der Seitenlänge und dem seitlichen
Sicherheitsabstand. Bei der Strategie Q389=2 verfährt die TNC das
Werkzeug zusätzlich um den Werkzeugradius über die Planfläche
hinaus.
4 Danach fährt das Werkzeug mit dem programmierten Vorschub
Fräsen auf den Endpunkt
2
.
5 Die TNC fährt das Werkzeug in der Spindelachse auf
Sicherheits-Abstand über die aktuelle Zustell-Tiefe und fährt
mit
FMAXdirekt zurück auf den Startpunkt der nächsten Zeile.
Die TNC berechnet den Versatz aus der programmierten Breite,
dem Werkzeug-Radius, dem maximalen Bahn-Überlappungs-
Faktor und dem seitlichen Sicherheitsabstand
6 Danach fährt das Werkzeug wieder auf die aktuelle Zustell-Tiefe
und anschließend wieder in Richtung des Endpunktes
2
7 Der Abzeil-Vorgang wiederholt sich, bis die eingegebene Fläche
vollständig bearbeitet ist. Am Ende der letzten Bahn positioniert
die TNC das Werkzeug im Eilgang
FMAX zurück zum Starpunkt
1
8 Falls mehrere Zustellungen erforderlich sind, fährt die TNC das
Werkzeug mit Positionier-Vorschub in der Spindelachse auf die
nächste Zustell-Tiefe
9 Der Vorgang wiederholt sich, bis alle Zustellungen ausgeführt
sind. Bei der letzten Zustellung wird lediglich das eingegebene
Schlichtaufmaß im Vorschub Schlichten abgefräst
10 Am Ende fährt die TNC das Werkzeug mit
FMAX zurück auf den
2. Sicherheits-Abstand