Zyklusparameter – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 297
INTERPOLATIONSDREHEN KOPPLUNG (Zyklus 291, DIN/ISO: G291,
Softwareoption 96)
11.7
11
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
297
Zyklusparameter
Spindel koppeln (0, 1) Q560: Festlegen, ob die
Werkzeugspindel an die Position der Linearachsen
gekoppelt wird. Bei aktiver Spindelkopplung wird
die Orientierung einer Werkzeug-Schneide auf das
Drehzentrum gerichtet.
0
: Spindelkopplung aus
1
: Spindelkopplung ein
Winkel für Spindel-Orientierung Q336: Die TNC
richtet das Werkzeug vor der Bearbeitung auf diesen
Winkel aus. Wenn Sie mit einem Fräswerkzeug
arbeiten, richten Sie eine Schneide so aus, dass
sie zum Drehzentrum gerichtet ist. Haben Sie in
der Werkzeugtabelle den Wert "ORI" definiert,
so wird auch dieser bei der Spindel-Orientierung
berücksichtigt. Eingabebereich 0,000 bis 360,000
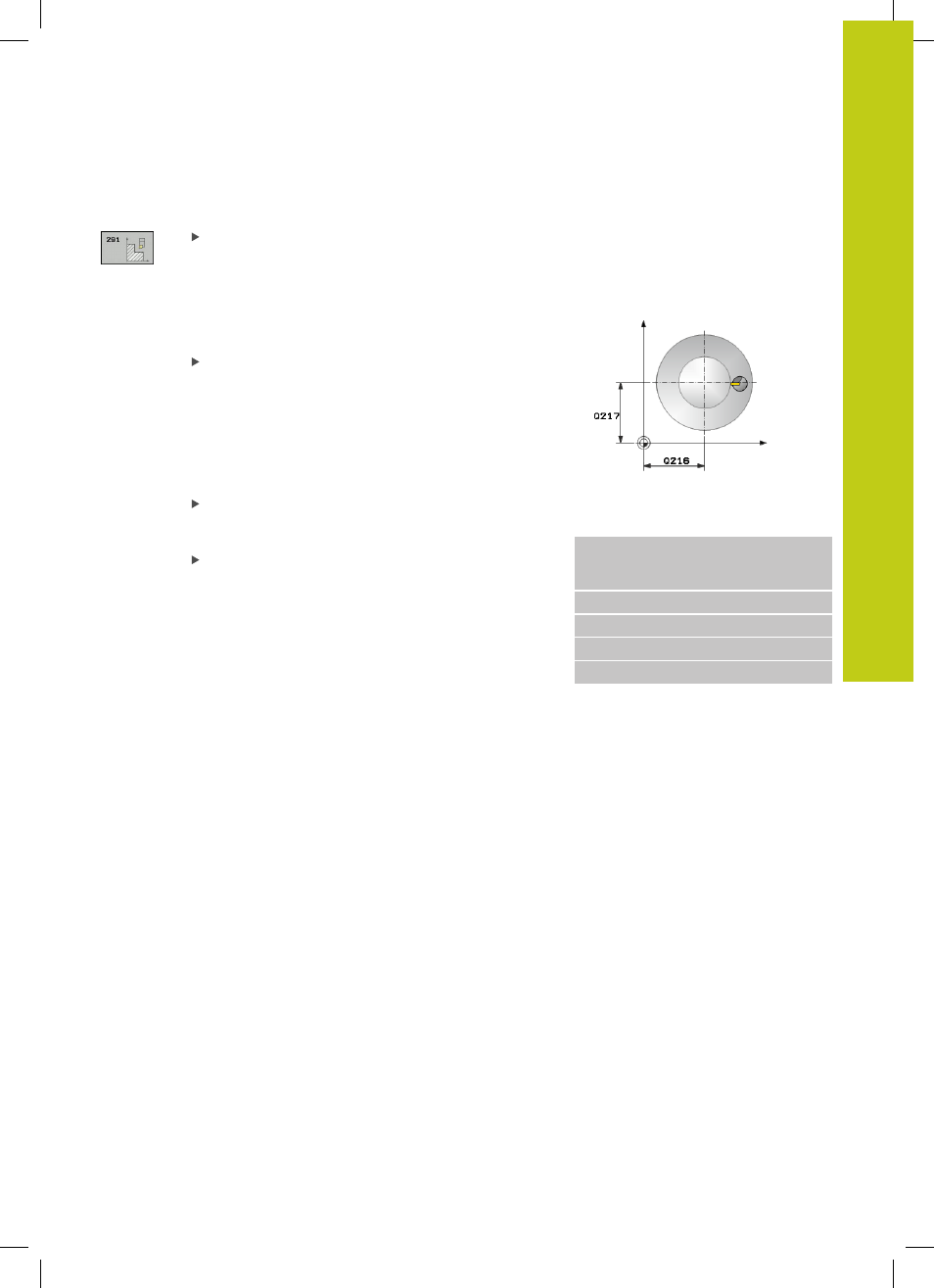
Mitte 1. Achse Q216 (absolut): Drehzentrum in der
Hauptachse der Bearbeitungsebene. Eingabebereich
-99999,9999 bis 99999,9999
Mitte 2. Achse Q217 (absolut): Drehzentrum
in der Nebenachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
NC-Sätze
64 CYCL DEF 291
INTERPOLATIONSDREHEN
KOPPLUNG
Q560=1
;SPINDEL KOPPELN
Q336=0
;WINKEL SPINDEL
Q216=50
;MITTE 1. ACHSE
Q217=50
;MITTE 2. ACHSE