Zyklusparameter – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 290
Zyklen: Sonderfunktionen
11.6
INTERPOLATIONSDREHEN KONTURSCHLICHTEN (Zyklus 292, DIN/
ISO: G292, Softwareoption 96)
11
290
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
Zyklusparameter
Spindel koppeln (0, 1) Q560: Festlegen, ob eine
Spindel-Kopplung erfolgt.
0
: Spindel-Kopplung aus (Kontur fräsen)
1
: Spindel-Kopplung ein (Kontur drehen)
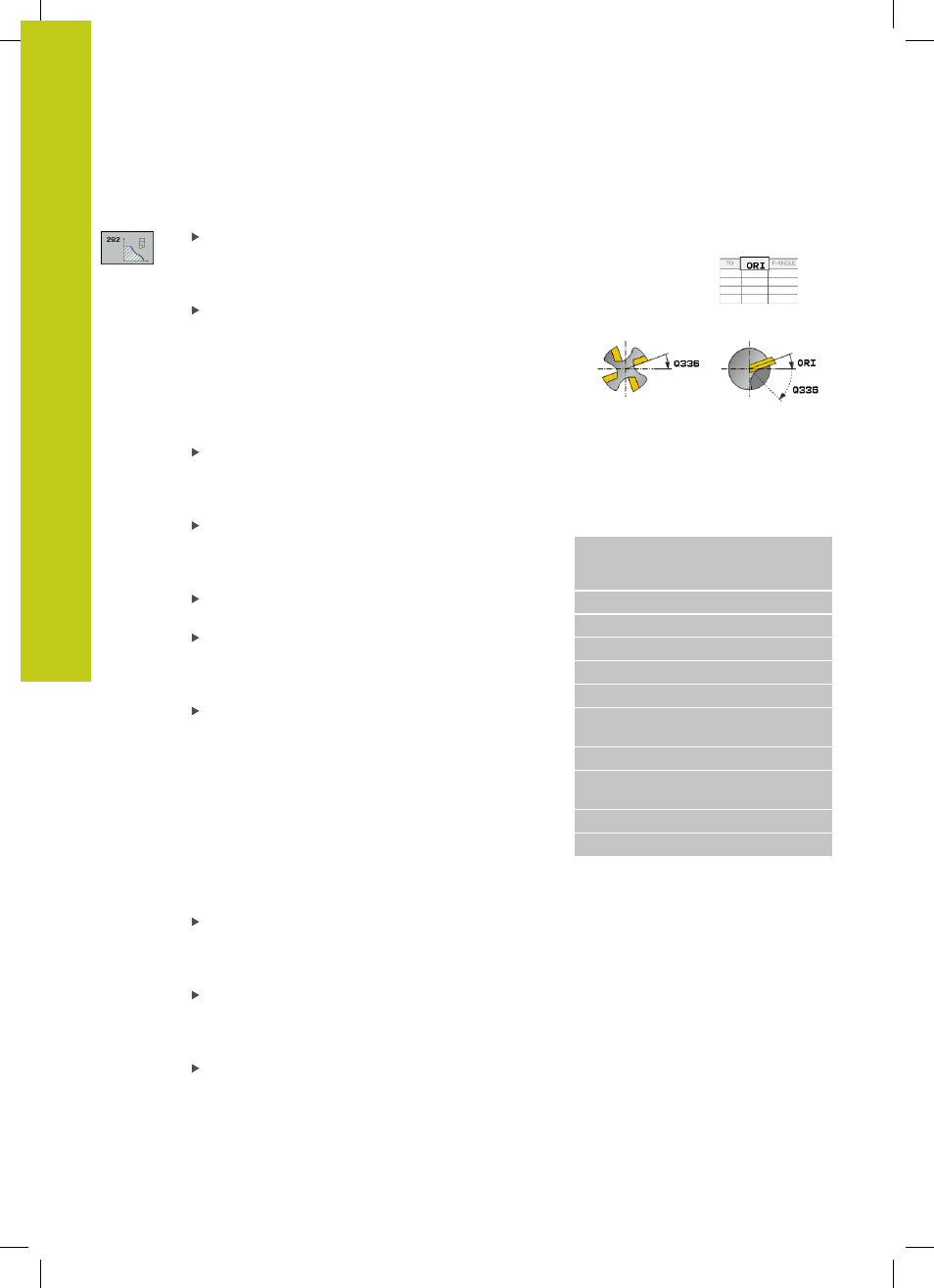
Winkel für Spindel-Orientierung Q336: Die TNC
richtet das Werkzeug vor der Bearbeitung auf diesen
Winkel aus. Wenn Sie mit einem Fräswerkzeug
arbeiten, richten Sie eine Schneide so aus, dass
sie zum Drehzentrum gerichtet ist. Haben Sie in
der Werkzeugtabelle den Wert "ORI" definiert,
so wird auch dieser bei der Spindel-Orientierung
berücksichtigt. Eingabebereich 0,000 bis 360,000
Werkz. Drehrichtung (3, 4) Q546:
Spindeldrehrichtung des aktiven Werkzeugs:
3
: Rechtsdrehendes Werkzeug (M3)
4
: Linksdrehendes Werkzeug (M4)
Bearbeitungsart (+1, 0) Q529: Festlegen, ob eine
Innen- oder Außenbearbeitung durchgeführt wird:
+1
: Innenbearbeitung
0
: Außenbearbeitung
Flächenaufmaß Q221: Aufmaß in der Bearbeitungs-
Ebene. Eingabebereich 0 bis 99,9999
Zustellung pro Umdrehung Q441 (mm/U):
Maß, um das die TNC das Werkzeug bei einer
Umdrehung zustellt. Eingabebereich 0,001 bis
99,999
Vorschub Q449 (mm/min): Vorschub bezogen
auf den Konturstartpunkt Q491. Eingabebereich
0,1 bis 99999,9. Der Vorschub der Werkzeug-
Mittelpunktsbahn wird in Abhängigkeit des
Werkzeugradius und der Bearbeitungsart Q529
angepasst. Daraus ergibt sich die, von Ihnen
programmierte Schnittgeschwindigkeit im
Durchmesser des Konturstartpunkts.
Q529=1: Vorschub der Werkzeug-Mittelpunktsbahn
wird bei Innenbearbeitung verringert
Q529=0: Vorschub der Werkzeug-Mittelpunktsbahn
wird bei Außenbearbeitung erhöht
Konturstartpunkt Radius Q491(Absolutwert):
Radius des Konturstartpunkts (z.B. X-Koordinate,
bei Werkzeugachse Z). Eingabebereich 0,9999 bis
99999,9999
Sicherheits-Abstand Seite Q357 (inkremental):
Seitlicher Abstand des Werkzeuges vom
Werkstück beim Anfahren der ersten Zustell-Tiefe
Eingabebereich 0 bis 99999,9
Sichere Höhe Q445 (absolut): Absolute Höhe, in der
keine Kollision zwischen Werkzeug und Werkstück
erfolgen kann; auf diese Position zieht sich das
Werkzeug am Zyklus-Ende zurück. Eingabebereich
-99999,9999 bis 99999,9999
NC-Sätze
63 CYCL DEF 292
INTERPOLATIONSDREHEN
KONTURSCHLICHTEN
Q560=1
;SPINDEL KOPPELN
Q336=0
;WINKEL SPINDEL
Q546=3
;WZ-DREHRICHTUNG
Q529=0
;BEARBEITUNGSART
Q221=0
;FLAECHENAUFMASS
Q441=0.5
;ZUST. PRO
UMDREHUNG
Q449=2000
;VORSCHUB
Q491=0
;KONTUR STARTPUNKT
DURCHMESSER
Q357=2
;SI.-ABSTAND SEITE
Q445=50
;SICHERE HOEHE