11 messen koordinate (zyklus 427, din/iso: g427), Zyklusablauf, Beim programmieren beachten – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 556: Messen koordinate (zyklus 427, din/iso: g427)
Tastsystemzyklen: Werkstücke automatisch kontrollieren
16.11 MESSEN KOORDINATE (Zyklus 427, DIN/ISO: G427)
16
556
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
16.11
MESSEN KOORDINATE (Zyklus 427,
DIN/ISO: G427)
Zyklusablauf
Der Tastsystem-Zyklus 427 ermittelt eine Koordinate in einer
wählbaren Achse und legt den Wert in einem Systemparameter
ab.Wenn Sie die entsprechenden Toleranzwerte im Zyklus
definieren, führt die TNC einen Soll-Istwertvergleich durch und legt
die Abweichung in Systemparametern ab.
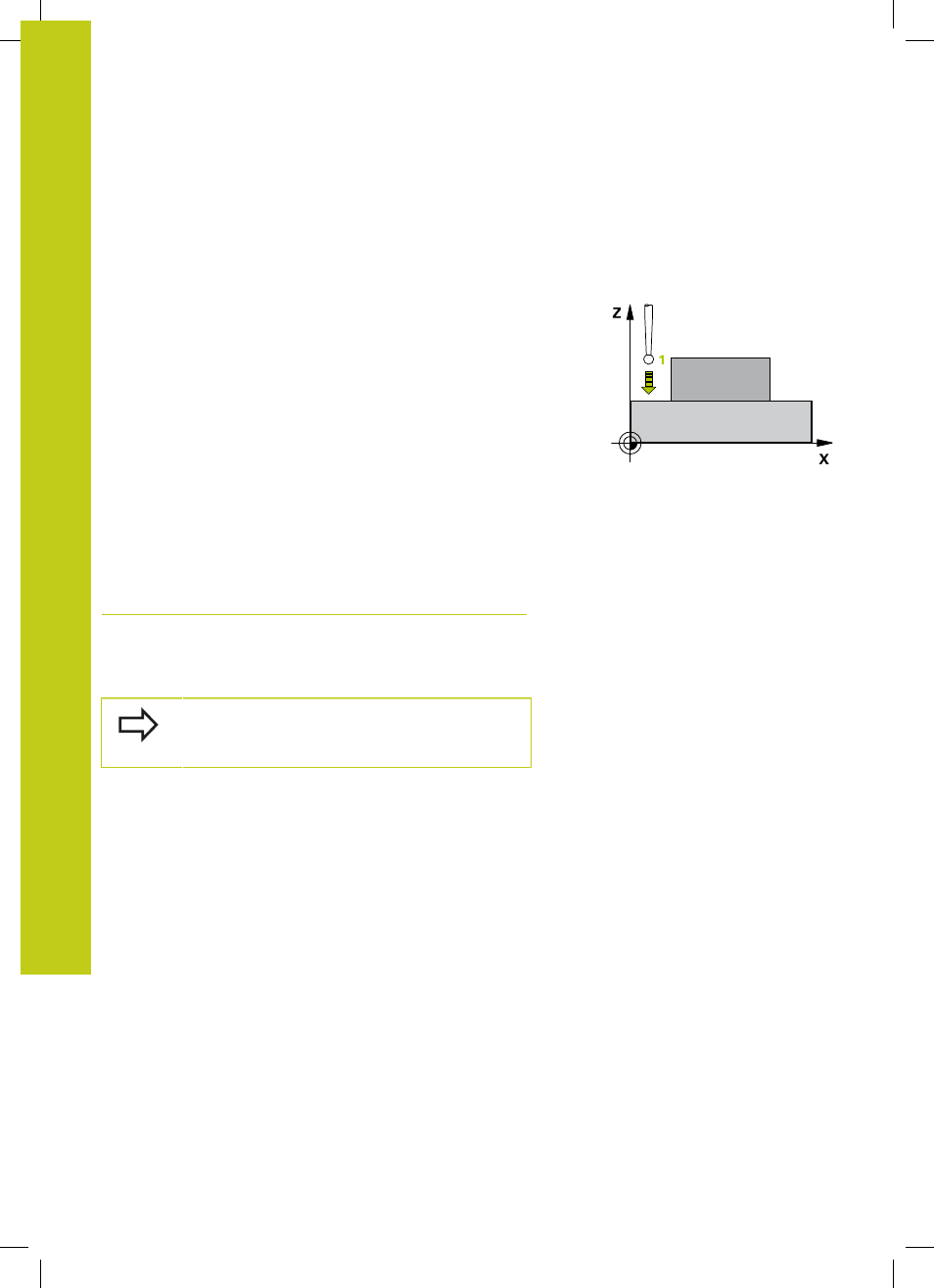
1 Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
Spalte
FMAX) und mit Positionierlogik (siehe "Tastsystemzyklen
abarbeiten", Seite 446) zum Antastpunkt
1
. Die TNC versetzt
dabei das Tastsystem um den Sicherheits-Abstand entgegen
der festgelegten Verfahrrichtung
2 Danach positioniert die TNC das Tastsystem in der
Bearbeitungsebene auf den eingegebenen Antastpunkt
1
und
misst dort den Istwert in der gewählten Achse
3 Abschließend positioniert die TNC das Tastsystem zurück auf
die Sichere Höhe und speichert die ermittelte Koordinate in
folgendem Q-Parameter:
Parameter-Nummer
Bedeutung
Q160
Gemessene Koordinate
Beim Programmieren beachten!
Vor der Zyklus-Definition müssen Sie einen
Werkzeug-Aufruf zur Definition der Tastsystem-Achse
programmiert haben.