Zyklusparameter – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 172
Bearbeitungszyklen: Taschenfräsen / Zapfenfräsen / Nutenfräsen
5.8
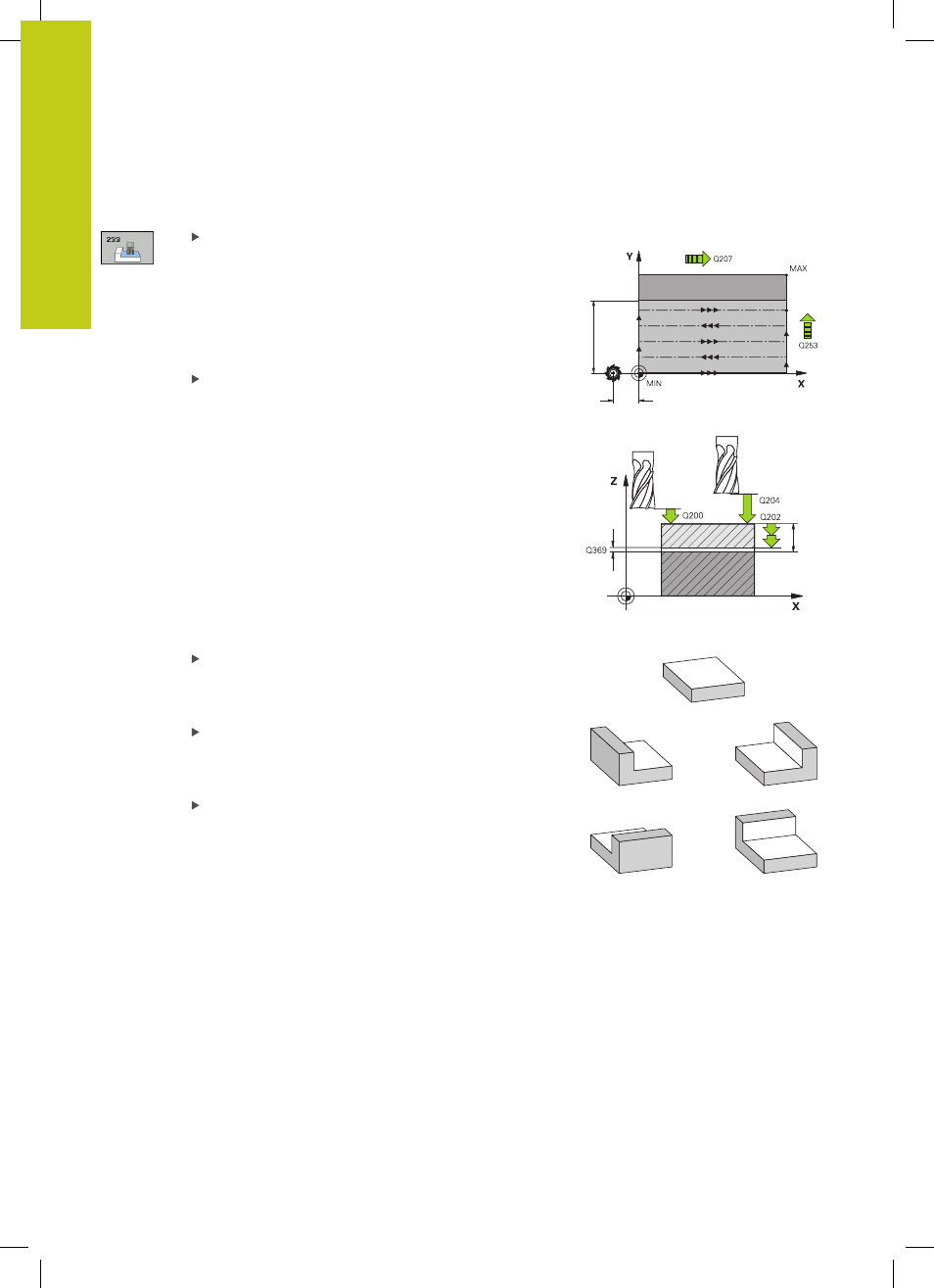
PLANFRAESEN (Zyklus 233, DIN/ISO: G233)
5
172
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
Zyklusparameter
Bearbeitungs-Umfang (0/1/2) Q215: Bearbeitungs-
Umfang festlegen:
0
: Schruppen und Schlichten
1
: Nur Schruppen
2
: Nur Schlichten
Schlichten Seite und Schlichten Tiefe werden nur
ausgeführt, wenn das jeweilige Schlichtaufmaß
(Q368, Q369) definiert ist
Fraesstrategie (0 - 4) Q389: Festlegen, wie die
TNC die Fläche bearbeiten soll:
0
: Mäanderförmig bearbeiten, seitliche Zustellung
im Positionier-Vorschub ausserhalb der zu
bearbeitenden Fläche
1
: Mäanderförmig bearbeiten, seitliche Zustellung
im Fräsvorschub am Rand der zu bearbeitenden
Fläche
2
: Zeilenweise bearbeiten, Rückzug und seitliche
Zustellung im Positionier-Vorschub ausserhalb der zu
bearbeitenden Fläche
3
: Zeilenweise bearbeiten, Rückzug und seitliche
Zustellung im Positionier-Vorschub am Rand der zu
bearbeitenden Fläche
4
: Spiralförmig bearbeiten, gleichmäßige Zustellung
von Außen nach Innen
Fraesrichtung Q350: Achse der Bearbeitungsebene,
nach der die Bearbeitung ausgerichtet werden soll:
1
: Hauptachse = Bearbeitungsrichtung
2
: Nebenachse = Bearbeitungsrichtung
1. Seiten-Länge Q218 (inkremental): Länge der
abzuzeilenden Fläche in der Hauptachse der
Bearbeitungsebene, bezogen auf den Startpunkt
1. Achse. Eingabebereich 0 bis 99999,9999
2. Seiten-Länge Q219 (inkremental): Länge der
zu bearbeitenden Fläche in der Nebenachse
der Bearbeitungsebene. Über das Vorzeichen
können Sie die Richtung der ersten Querzustellung
bezogen auf den
Startpunkt 2. Achse festlegen.
Eingabebereich -99999,9999 bis 99999,9999
Q21
9
Q357
Q227
Q347
Q348
Q349
= 0
= -1
= +1
= -2
= +2