Zyklusablauf, Bezugspunkt ecke innen (zyklus 415, din/iso: g415) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 506
Tastsystemzyklen: Bezugspunkte automatisch erfassen
15.9 BEZUGSPUNKT ECKE INNEN (Zyklus 415, DIN/ISO: G415)
15
506
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
15.9
BEZUGSPUNKT ECKE INNEN (Zyklus
415, DIN/ISO: G415)
Zyklusablauf
Der Tastsystem-Zyklus 415 ermittelt den Schnittpunkt zweier
Geraden und setzt diesen Schnittpunkt als Bezugspunkt.
Wahlweise kann die TNC den Schnittpunkt auch in eine Nullpunkt-
oder Preset-Tabelle schreiben.
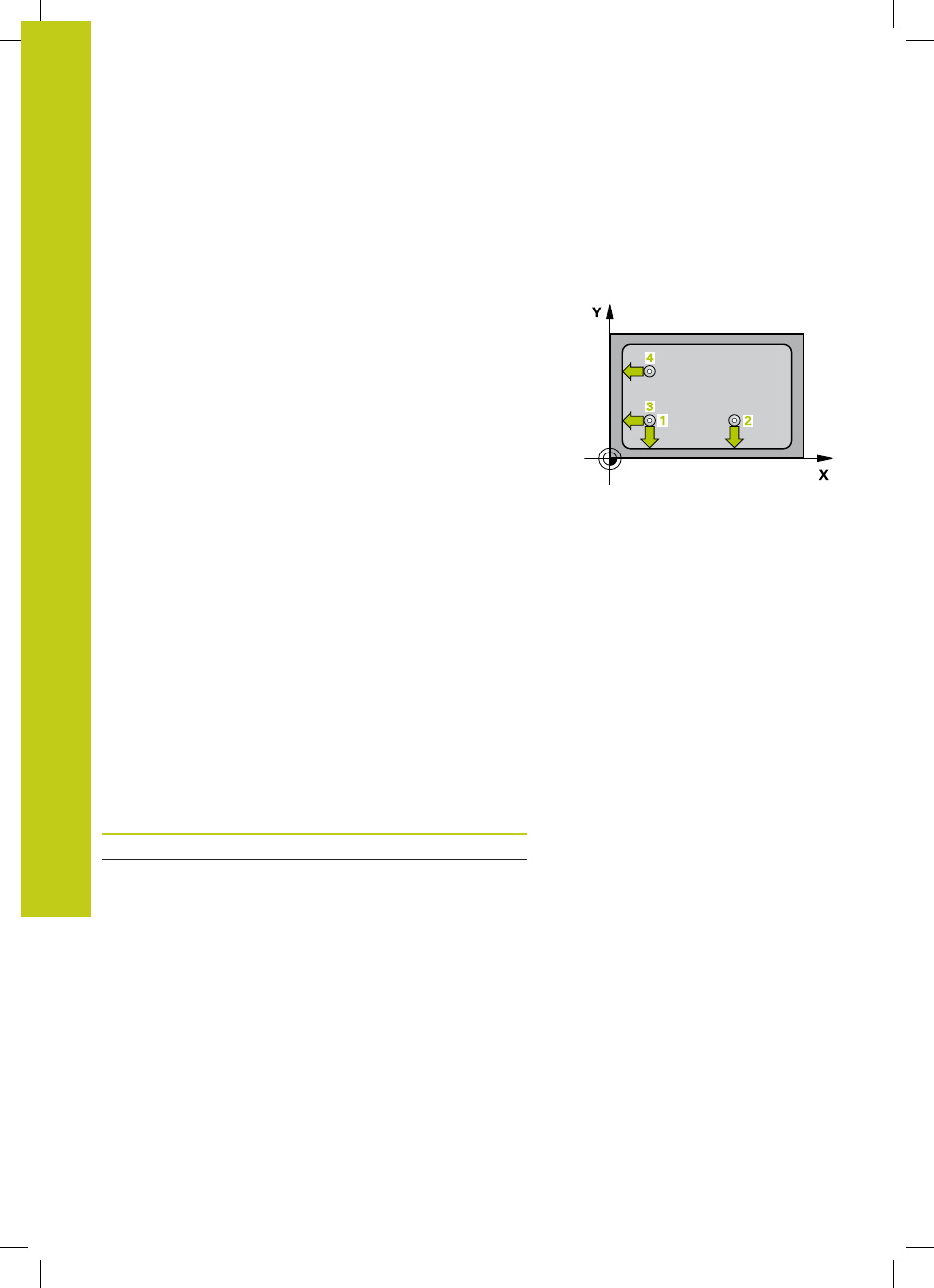
1 Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
Spalte
FMAX) und mit Positionierlogik (siehe "Tastsystemzyklen
abarbeiten", Seite 446) zum ersten Antastpunkt
1
(siehe Bild
rechts oben), den Sie im Zyklus definieren. Die TNC versetzt
dabei das Tastsystem um den Sicherheits-Abstand entgegen
der jeweiligen Verfahrrichtung
2 Anschließend fährt das Tastsystem auf die eingegebene
Messhöhe und führt den ersten Antast-Vorgang mit Antast-
Vorschub (Spalte
F) durch. Die Antast-Richtung ergibt sich durch
die Eckennummer
1 Danach fährt das Tastsystem zum nächsten Antastpunkt
2
und
führt dort den zweiten Antast-Vorgang durch
2 Die TNC positioniert das Tastsystem zum Antastpunkt
3
und
danach zum Antastpunkt
4
und führt dort den dritten bzw.
vierten Antast-Vorgang durch
3 Abschließend positioniert die TNC das Tastsystem zurück auf
die Sichere Höhe und verarbeitet den ermittelten Bezugspunkt
in Abhängigkeit der Zyklusparameter Q303 und Q305 (siehe
"Gemeinsamkeiten aller Tastsystemzyklen zum Bezugspunkt-
Setzen", Seite 474) und speichert die Koordinaten der
ermittelten Ecke in nachfolgend aufgeführten Q-Parametern ab
4 Wenn gewünscht, ermittelt die TNC anschließend in einem
separaten Antast-Vorgang noch den Bezugspunkt in der
Tastsystem-Achse
Parameter-Nummer
Bedeutung
Q151
Istwert Ecke Hauptachse
Q152
Istwert Ecke Nebenachse