Beim programmieren beachten, Zyklusparameter – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 406
Zyklen: Drehen
12.25 STECHEN AXIAL
(Zyklus 871, DIN/ISO: G871)
12
406
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
Beim Programmieren beachten!
Positionier-Satz vor Aufruf des Zyklus auf die
Startposition mit Radiuskorrektur
R0 programmieren.
Die Werkzeug-Position beim Zyklus-Aufruf bestimmt
die Größe des zu zerspanenden Bereiches (Zyklus-
Startpunkt).
Zyklusparameter
Bearbeitungs-Umfang Q215: Bearbeitungs-Umfang
festlegen:
0
: Schruppen und Schlichten
1
: Nur Schruppen
2
: Nur Schlichten auf Fertigmaß
3
: Nur Schlichten auf Aufmaß
Sicherheits-Abstand Q460: reserviert, derzeit keine
Funktion
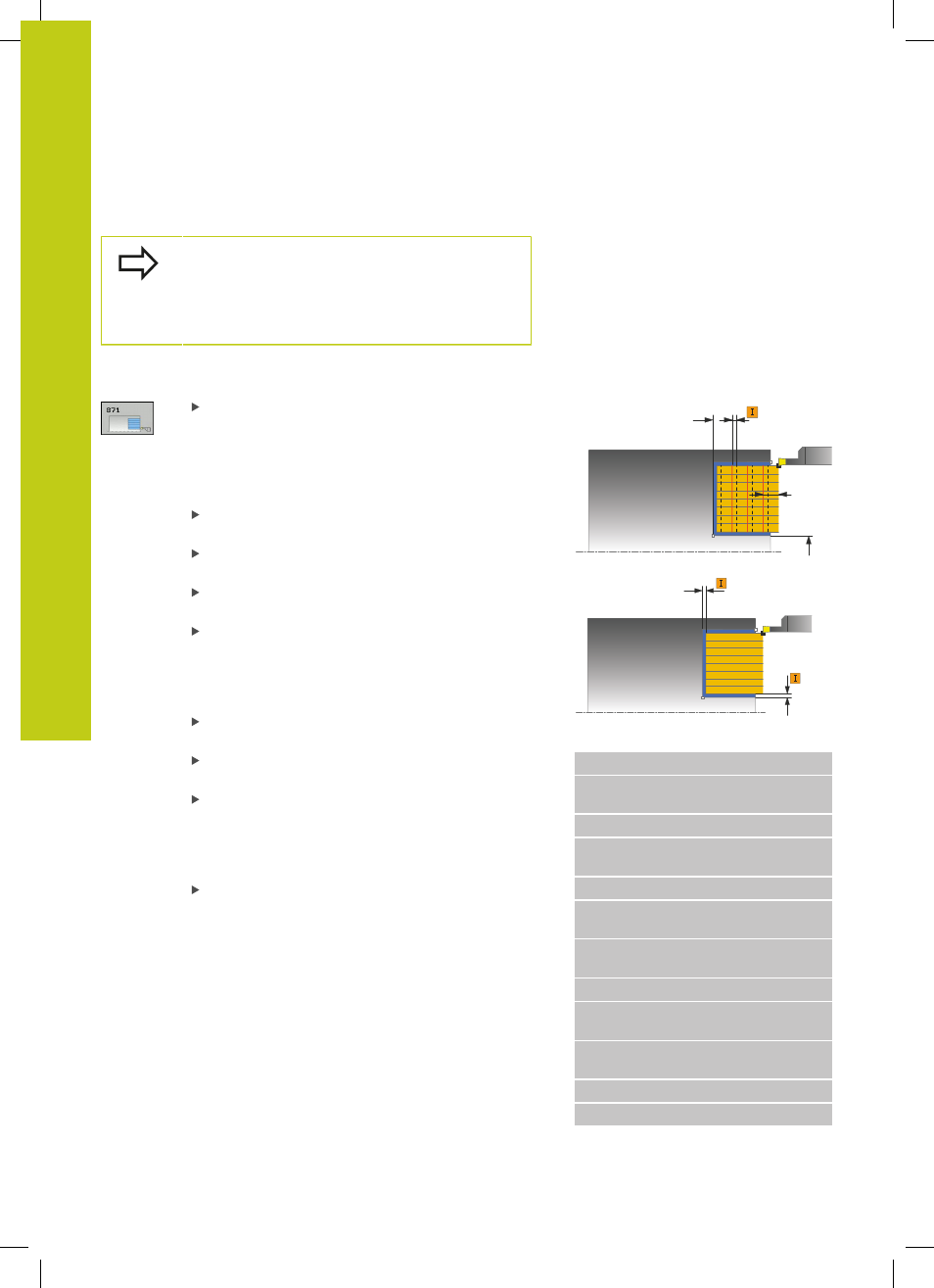
Konturende Durchmesser Q493: X-Koordinate des
Konturendpunkts (Durchmesserangabe)
Konturende Z Q494: Z-Koordinate des
Konturendpunkts
Vorschub Schruppen Q478:
Vorschubgeschwindigkeit beim Schruppen. Wenn
Sie M136 programmiert haben interpretiert die TNC
den Vorschub in Millimeter pro Umdrehung, ohne
M136 in Millimeter pro Minute.
Aufmaß Durchmesser Q483 (inkremental):
Durchmesser-Aufmaß auf die definierte Kontur
Aufmaß Z Q484 (inkremental): Aufmaß auf die
definierte Kontur in axialer Richtung
Vorschub Schlichten Q505:
Vorschubgeschwindigkeit beim Schlichten. Wenn
Sie M136 programmiert haben interpretiert die TNC
den Vorschub in Millimeter pro Umdrehung, ohne
M136 in Millimeter pro Minute.
Begrenzung Zustellung Q463: max. Stechtiefe pro
Schnitt
Q460
Ø Q493
Q494
Q463
Ø Q483
Q484
NC-Sätze
11 CYCL DEF 871 STECHEN AXIAL
Q215=+0
;BEARBEITUNGS-
UMFANG
Q460=+2
;SICHERHEITS-ABSTAND
Q493=+50
;KONTURENDE
DURCHMESSER
Q494=-10
;KONTURENDE Z
Q478=+0.3
;VORSCHUB
SCHRUPPEN
Q483=+0.4
;AUFMASS
DURCHMESSER
Q484=+0.2
;AUFMASS Z
Q505=+0.2
;VORSCHUB
SCHLICHTEN
Q463=+0
;BEGRENZUNG
ZUSTELLUNG
12 L X+65 Y+0 Z+2 FMAX M303
13 CYCL CALL