Anwendung, Zyklusablauf schruppen – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 362
Zyklen: Drehen
12.14 DREHEN EINTAUCHEN PLAN ERWEITERT
(Zyklus 824, DIN/ISO: G824)
12
362
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
12.14
DREHEN EINTAUCHEN PLAN
ERWEITERT
(Zyklus 824, DIN/ISO: G824)
Anwendung
Mit diesem Zyklus können Sie Eintauch-Elemente (Hinterschnitte)
plandrehen. Erweiterter Funktionsumfang:
Am Konturanfang und Konturende können Sie eine Fase oder
Rundung einfügen
Im Zyklus können Sie einen Winkel für die Planfläche und einen
Radius für die Konturecke definieren
Sie können den Zyklus wahlweise für die Schrupp-, Schlicht-
oder Komplettbearbeitung verwenden. Das Abspanen bei der
Schruppbearbeitung erfolgt achsparallel.
Sie können den Zyklus für die Innen- und Außenbearbeitung
verwenden. Wenn der Startdurchmesser
Q491 größer
ist als der Enddurchmesser
Q493, führt der Zyklus eine
Außenbearbeitung aus. Ist der Startdurchmesser
Q491 kleiner als
der Enddurchmesser
Q493, führt der Zyklus eine Innenbearbeitung
aus.
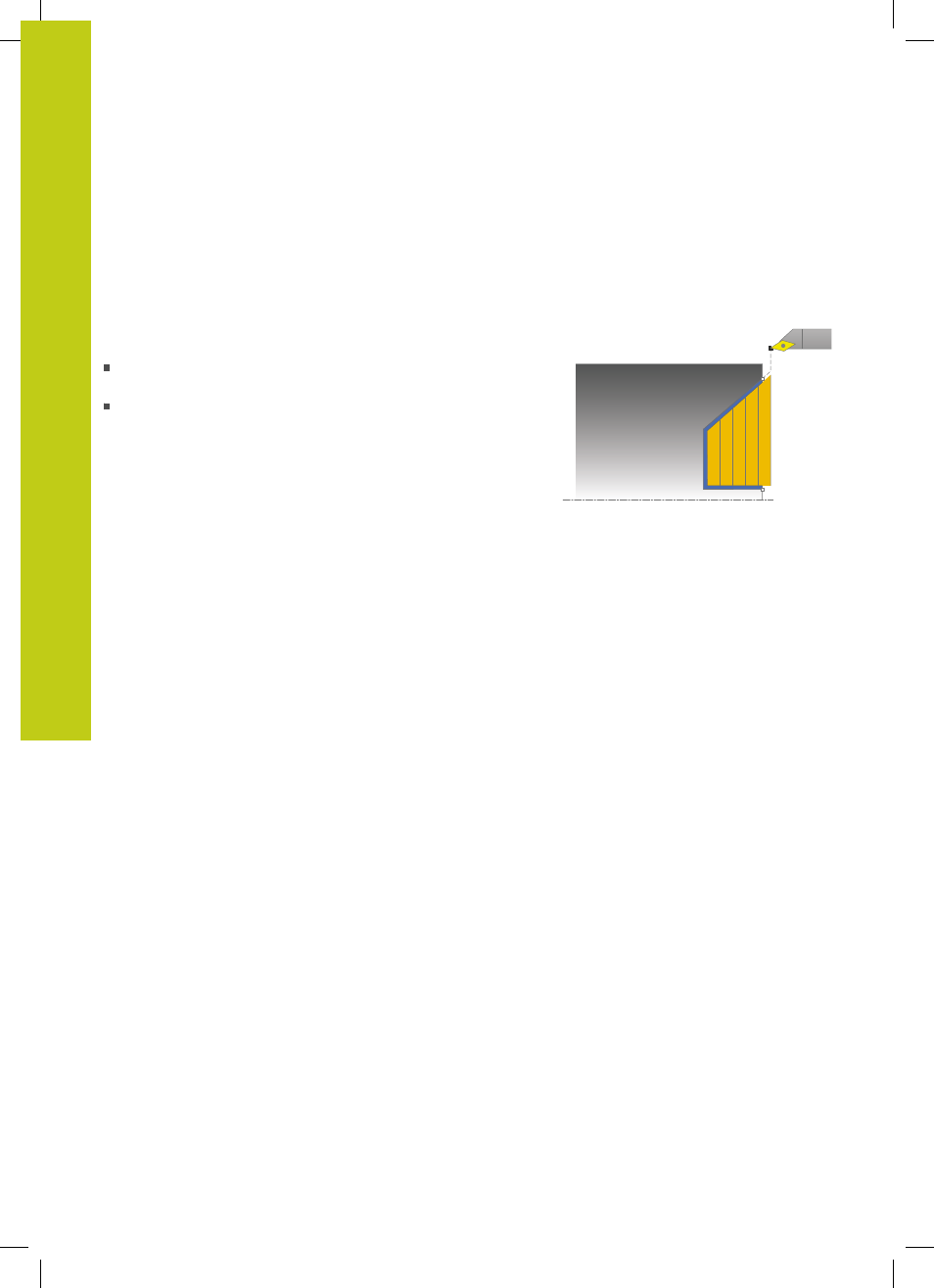
Zyklusablauf Schruppen
Innerhalb der Hinterschneidung führt die TNC die Zustellung mit
dem Vorschub
Q478 aus. Die Rückzugbewegungen erfolgen dann
jeweils um den Sicherheitsabstand.
1 Die TNC führt im Eilgang eine achsparallele Zustellbewegung
aus. Den Zustellwert berechnet die TNC anhand
Q463 MAX. SCHNITTTIEFE.
2 Die TNC zerspant den Bereich zwischen Startposition und
Endpunkt in Planrichtung mit dem definierten Vorschub.
3 Die TNC zieht das Werkzeug mit dem definierten Vorschub
Q478 um den Zustellwert zurück.
4 Die TNC positioniert das Werkzeug im Eilgang zurück zum
Schnittanfang.
5 Die TNC wiederholt diesen Ablauf (1 bis 4), bis die fertige
Kontur erreicht ist.
6 Die TNC positioniert das Werkzeug im Eilgang zurück zum
Zyklus-Startpunkt.