1 allgemeines zu den tastsystemzyklen, Funktionsweise, Grunddrehung im manuellen betrieb berücksichtigen – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 440: Allgemeines zu den tastsystemzyklen
Mit Tastsystemzyklen arbeiten
13.1 Allgemeines zu den Tastsystemzyklen
13
440
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
13.1
Allgemeines zu den
Tastsystemzyklen
HEIDENHAIN übernimmt die Gewährleistung für
die Funktion der Antastzyklen nur dann, wenn
HEIDENHAIN-Tastsysteme eingesetzt werden.
Die TNC muss vom Maschinenhersteller für den
Einsatz von 3D-Tastsystemen vorbereitet sein.
Beachten Sie Ihr Maschinenhandbuch!
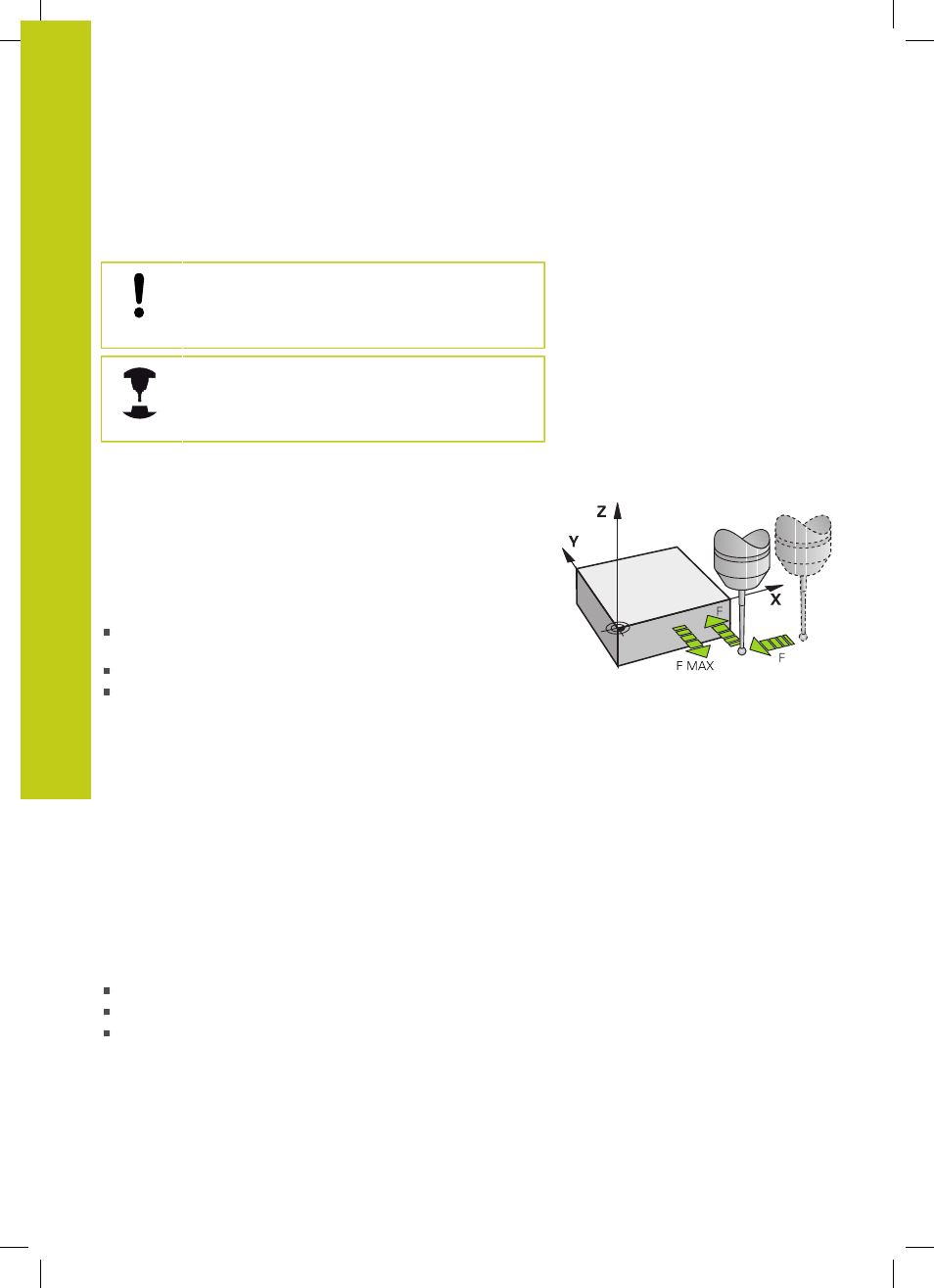
Funktionsweise
Wenn die TNC einen Tastsystem-Zyklus abarbeitet, fährt das 3D-
Tastsystem achsparallel auf das Werkstück zu (auch bei aktiver
Grunddrehung und bei geschwenkter Bearbeitungsebene). Der
Maschinenhersteller legt den Antast-Vorschub in einem Maschinen-
Parameter fest (siehe „Bevor Sie mit Tastsystemzyklen arbeiten“
weiter hinten in diesem Kapitel).
Wenn der Taststift das Werkstück berührt,
sendet das 3D-Tastsystem ein Signal an die TNC: Die
Koordinaten der angetasteten Position werden gespeichert
stoppt das 3D-Tastsystem und
fährt im Eilvorschub auf die Startposition des Antastvorgangs
zurück
Wird innerhalb eines festgelegten Weges der Taststift nicht
ausgelenkt, gibt die TNC eine entsprechende Fehlermeldung aus
(Weg:
DIST aus Tastsystem-Tabelle).
Grunddrehung im Manuellen Betrieb
berücksichtigen
Die TNC berücksichtigt beim Antastvorgang eine aktive
Grunddrehung und fährt schräg auf das Werkstück zu.
Tastsystemzyklen in den Betriebsarten Manueller
Betrieb und El. Handrad
Die TNC stellt in den Betriebsarten
Manueller Betrieb und El.
Handrad Tastsystemzyklen zur Verfügung, mit denen Sie:
das Tastsystem kalibrieren
Werkstück-Schieflagen kompensieren
Bezugspunkte setzen