7 rueckwaerts-senken (zyklus 204, din/iso: g204), Zyklusablauf, Rueckwaerts-senken (zyklus 204, din/iso: g204) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 87
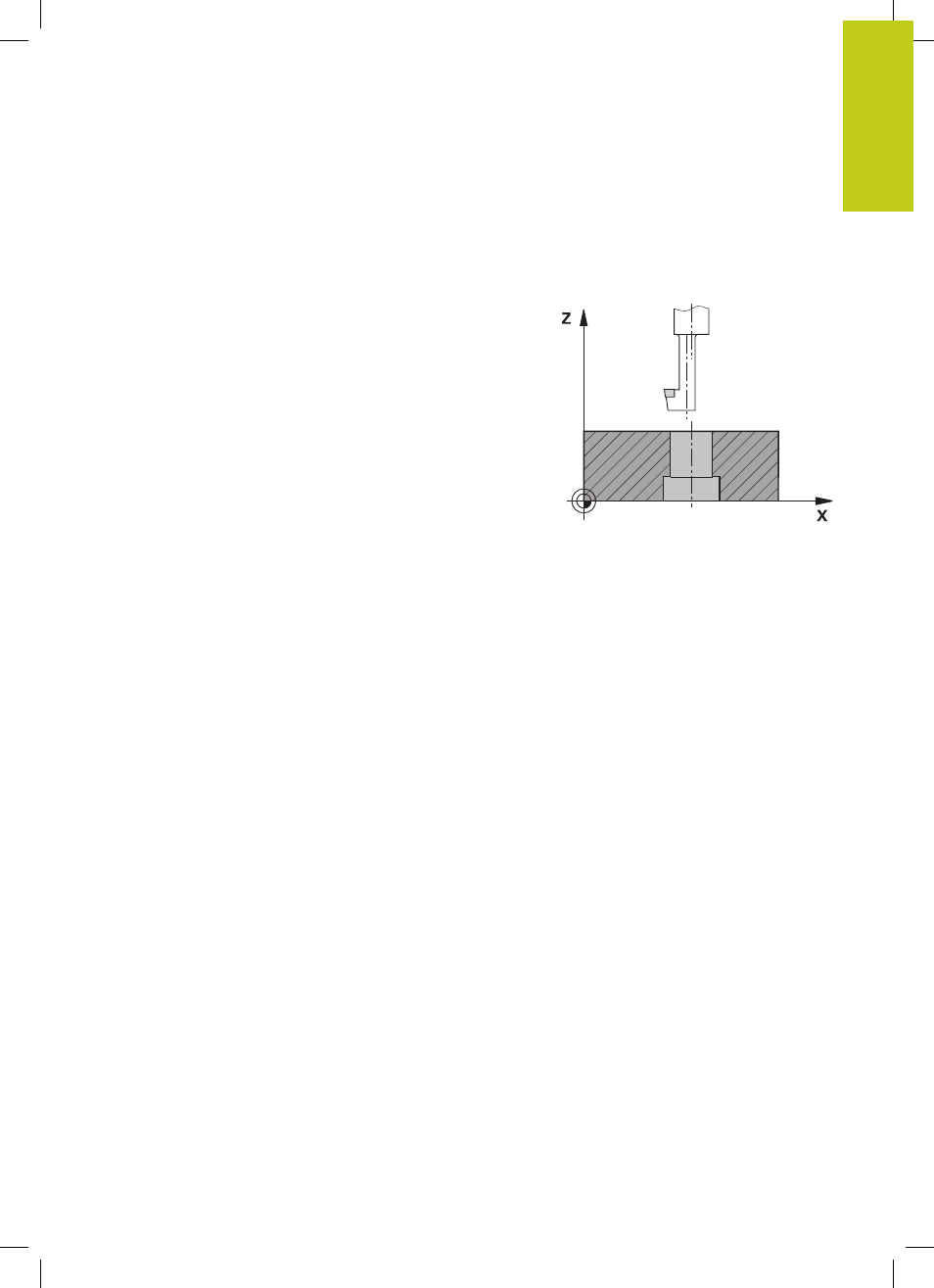
RUECKWAERTS-SENKEN (Zyklus 204, DIN/ISO: G204)
3.7
3
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
87
3.7
RUECKWAERTS-SENKEN (Zyklus
204, DIN/ISO: G204)
Zyklusablauf
Mit diesem Zyklus stellen Sie Senkungen her, die sich auf der
Werkstück-Unterseite befinden.
1 Die TNC positioniert das Werkzeug in der Spindelachse im
Eilgang
FMAX auf den Sicherheits-Abstand über der Werkstück-
Oberfläche
2 Dort führt die TNC eine Spindel-Orientierung auf die 0°-Position
durch und versetzt das Werkzeug um das Exzentermaß
3 Anschließend taucht das Werkzeug mit dem Vorschub
Vorpositionieren in die vorgebohrte Bohrung ein, bis die
Schneide im Sicherheits-Abstand unterhalb der Werkstück-
Unterkante steht
4 Die TNC fährt jetzt das Werkzeug wieder auf Bohrungsmitte,
schaltet die Spindel und ggf. das Kühlmittel ein und fährt dann
mit dem Vorschub Senken auf die eingegebene Tiefe Senkung
5 Falls eingegeben, verweilt das Werkzeug am Senkungsgrund
und fährt anschließend wieder aus der Bohrung heraus, führt
eine Spindelorientierung durch und versetzt erneut um das
Exzentermaß
6 Anschließend fährt die TNC das Werkzeug im Vorschub
Vorpositionieren auf den Sicherheits-Abstand und von dort –
falls eingegeben – mit
FMAX auf den 2. Sicherheits-Abstand