Status-/programm-code – Hypertherm Phoenix V9.76.0 Benutzerhandbuch
Seite 125
Phoenix Software V9.76.0 Betriebsanleitung 806401
125
6 – Konfiguration von Schneidbildschirm und Watch Window
Status-/Programm-Code
Verw.-Override Wenn dieser Parameter aktiviert ist, setzen die eingebetteten G04 X
Wert-Codes für die Verweilzeit in
einem RS-274D-Programm die vom Bediener eingegebene Verweilzeit außer Kraft.
Option. Programmstop Ermöglicht das Übergehen des optionalen Programmstopp-Codes M01 im aktuellen
Teileprogramm. Wenn diese Funktion aktiviert ist, funktioniert der M01-Code wie M00. Ist diese Funktion
deaktiviert, wird der M01-Code ignoriert.
EIA I- und J-Codes Wählt den absoluten oder den inkrementellen RS-274D-Programmiermodus. Im inkrementellen
Modus stehen alle Offsets für X, Y, I und J im Verhältnis zum aktuellen Block. Im absoluten Modus stehen alle
Offsets für X, Y, I und J im Verhältnis zu einem absoluten Bezugspunkt, sofern sie nicht mit einem
Programmcode G92 (Achsenvoreinstellungen festlegen) geändert werden.
EIA F-Code-Override Wenn dieser Parameter aktiviert ist, setzen eingebettete F-Codes in einem RS-274D-Programm
vom Bediener eingegebene Schnittgeschwindigkeiten außer Kraft.
Gesch. +/- beeinfl. F-Codes Wenn dieser Parameter aktiviert ist, wendet die Steuerung den Prozentsatz für die
Geschwindigkeitserhöherung/-verringerung auf alle eingebetteten F-Codes an, auf die sie im Teileprogramm
trifft.
EIA Dez.-Versch. Einige Programmierstile sind so strukturiert, dass der Dezimalpunkt in der EIA-Positionierung, der sich
auf die Größeneinstellung der Teile auswirkt, übernommen wird. Der Parameter „EIA Dez.-Versch.“ ermöglicht
die Auswahl der Position des Dezimalpunkts bei der Übersetzung von Teilen; hierbei wählt der Bediener für
eine ordnungsgemäße Übersetzung „Normal“ oder „Einfach“. Sofern die Teileprogramme nicht über nur eine
Stelle rechts vom Dezimalpunkt verfügen, sollte diese Einstellung auf „Normal“ gesetzt werden.
Prozessausw.-Override Wenn diese Funktion aktiviert ist, kann das Teileprogramm die Prozessauswahl außer
Kraft setzen.
Stationsauswahl-Overr. Wenn diese Funktion aktiviert ist, kann das Teileprogramm die aktuelle Stationsauswahl außer
Kraft setzen.
Aut. Brennerabstand Override Wenn diese Funktion aktiviert ist, kann das Teileprogramm den manuell gewählten
Brennerabstand außer Kraft setzen.
G97 Auff. f. Schleifenanz. Wenn diese Funktion aktiviert ist, wird auf dem Bildschirm eine Meldung angezeigt, in der
Sie aufgefordert werden, die Anzahl der Schleifen oder Wiederholungen einzugeben, die gewählt werden
soll, wenn die Steuerung im Teileprogramm auf einen EIA G97-Code ohne „T“-Wert trifft.
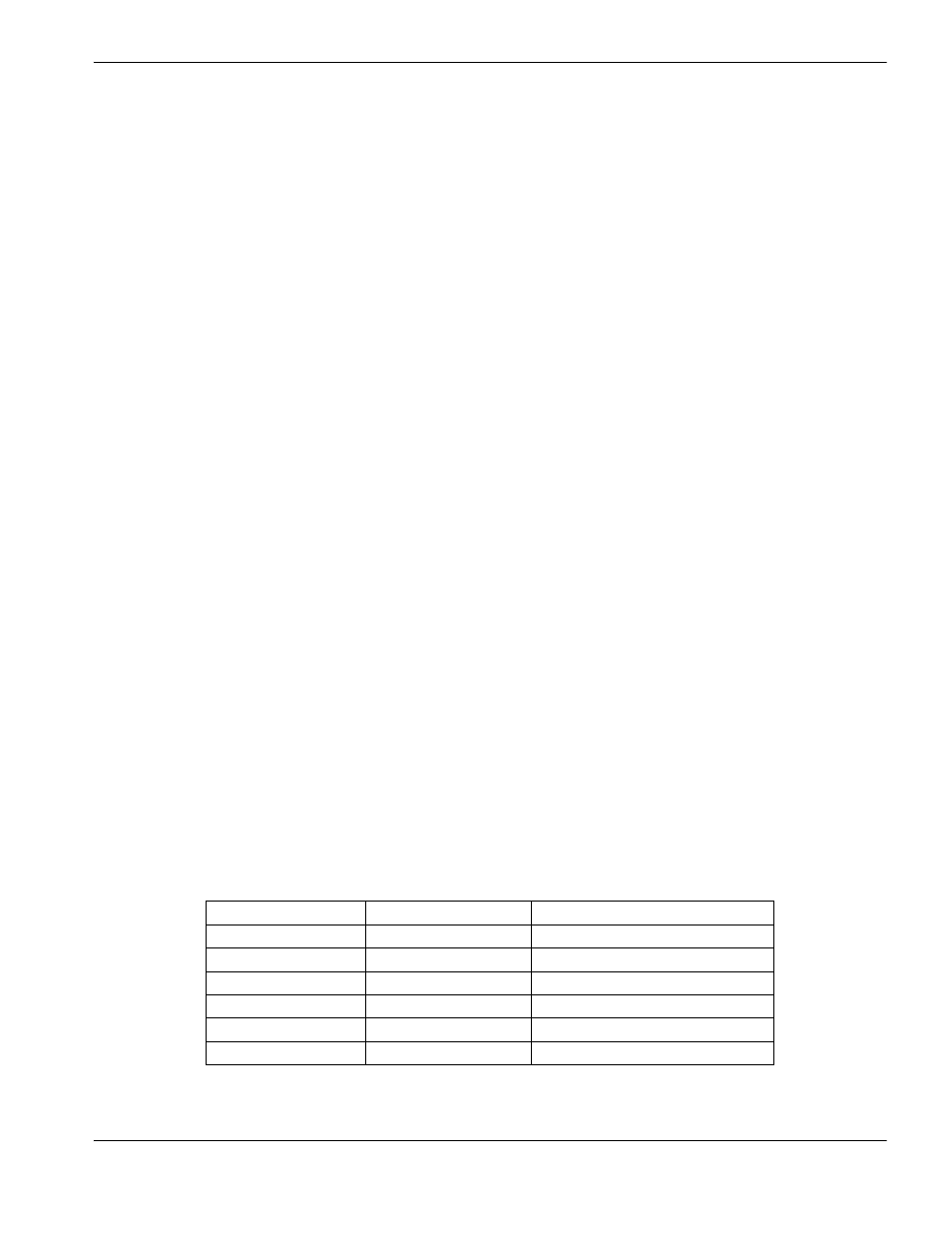
ESAB Multibrenn.-Unterst. Wenn diese Funktion aktiviert ist, können ESSI-Teileprogramme im ESAB-Stil bestimmten
Stationsauswahlen Codes zuweisen.
ESSI-Code
EIA-Code
Beschreibung
7
M37 T1
Auswahl von Station 1
8
M38 T1
Abwahl von Station 1
13
M37 T2
Auswahl von Station 2
14
M38 T2
Abwahl von Station 2
15
M37 T3
Auswahl von Station 3
16
M38 T3
Abwahl von Station 3