Statusmeldungen – Hypertherm Phoenix V9.76.0 Benutzerhandbuch
Seite 212
212
Phoenix Software V9.76.0 Betriebsanleitung 806401
8 – Brennerhöhensteuerungen
Statusmeldungen
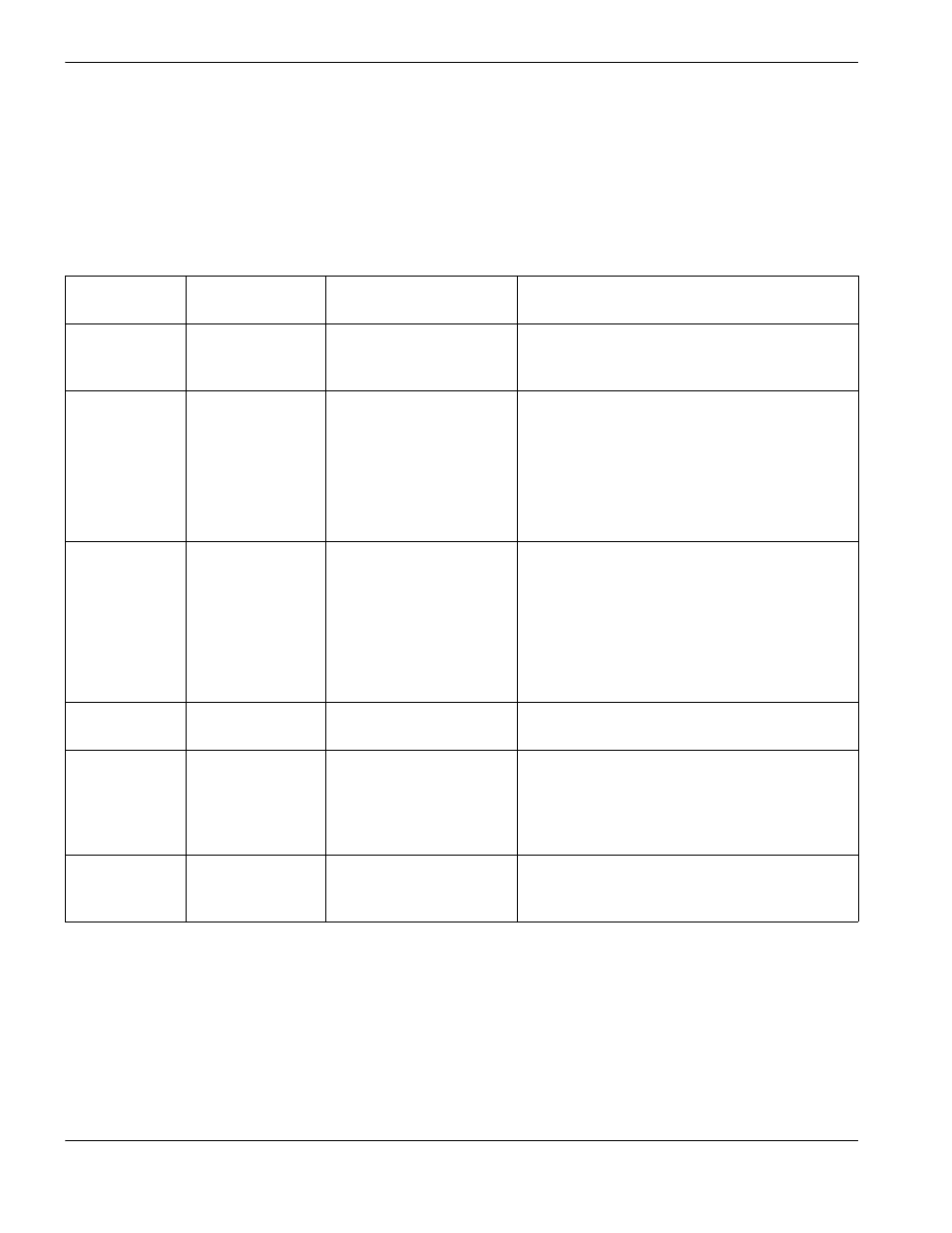
In der folgenden Tabelle sehen Sie die Statusmeldungen, die während des Betriebs der Brennerhöhensteuerung von
der CNC im Hauptbildschirm angezeigt werden. Die Tabelle beschreibt auch die Aktion der THC, wenn während eines
Teileprogramms eine Statusmeldung erscheint, und was zu tun ist, wenn das Teileprogramm während der Anzeige einer
dieser Nachrichten pausiert.
Statusmeldung
Bedeutung
Auftreten während eines
Teileprogramms...
Wenn das Programm pausiert...
Verschieb.
Brenner fährt zum
nächsten
Lochstechpunkt
Nach Zyklusstart und nach
jedem Schnitt.
Keine Maßnahme
Brenner senken
Brenner steht an
einem
Lochstechpunkt und
der Ausgang
„Brenn. senk.“ ist
aktiviert.
Tritt auf bei Durchführung
von „Schn. ein“ (M07).
Statusmeldung bleibt
bestehen, bis die
Anfangshöhenabtastung
abgeschlossen ist.
Erst „Stop“, dann „Start“ drücken.
Wenn die Meldung nicht verschwindet, auf
Fehler-Eingang überprüfen, z. B.
„Brennerkollision“, „Schn.stop“, „Antr.
deaktiviert“ oder „Remote-Pause“. „E/A“ im
Watch Window konfigurieren, um diese E/A
einzusehen, während das Teileprogramm läuft.
Warte auf „Lb.
ein”
CNC wartet auf
Schneidsensor-Ein
gang. „Schn.-Sens.”
ist der Ausgang
„Lb.-Übertr.“ der
Plasmaanlage oder
der Ausgang
„Beweg.“ der THC.
Tritt auf, nachdem die
Anfangshöhenabtastung
beendet ist.
Schneidsensor-Eingang in ein Watch Window
hinzufügen.
Funktion des Schneidsensor-Eingangs an der
CNC testen, um zu sehen, ob er funktioniert.
Lochstechen
Lochstech-
Ausgang aktiv
Tritt während Lochstechen
auf.
Keine Maßnahme
Kriechen
Kriechbewegung
tritt auf, nach
Lochstechverzöger-
ung.
Tritt auf, wenn
Lochstech-Timer
abgelaufen, und zeigt
Beginn der
Bewegungscodes an.
Keine Maßnahme
Schneiden
Brenner schneidet,
Vorschub findet
statt.
Ausführung der Bewegung. Keine Maßnahme