Automatisches einschwenken (move/stay/turn) – HEIDENHAIN iTNC 530 (340 49x-03) Pilot Benutzerhandbuch
Seite 110
110
Die PLANE-Funkt
io
n
(So
ft
w
are
O
ptio
n
1
)
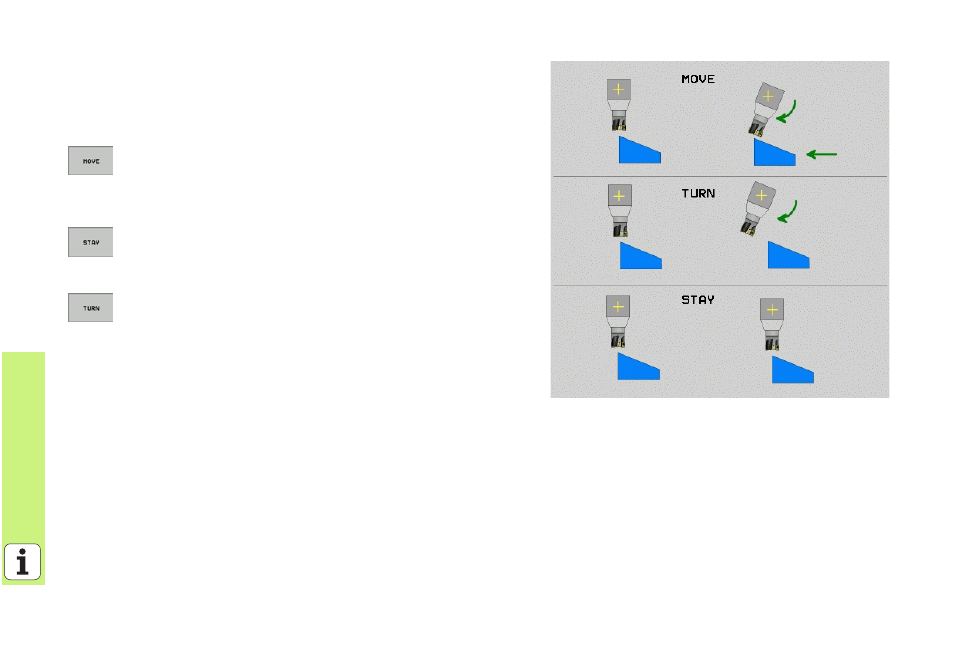
Automatisches Einschwenken (MOVE/STAY/TURN)
Nachdem Sie alle Parameter zur Ebenendefinition eingegeben haben,
müssen Sie festlegen, wie die Drehachsen auf die berechneten Achs-
werte eingeschwenkt werden sollen:
8
Die PLANE-Funktion soll die Drehachsen automatisch auf
die berechneten Achswerte einschwenken, wobei sich die
Relativposition zwischen Werkstück und Werkzeug nicht
verändert. Die TNC führt eine Ausgleichsbewegung in den
Linearachsen aus
8
Die PLANE-Funktion soll die Drehachsen automatisch auf
die berechneten Achswerte einschwenken, wobei nur die
Drehachsen positioniert werden. Die TNC führt keine Aus-
gleichsbewegung in den Linearachsen aus
8
Sie schwenken die Drehachsen in einem nachfolgenden,
separaten Positioniersatz ein
Wenn Sie eine der Optionen MOVE oder TURN (PLANE-Funktion soll automa-
tisch einschwenken) gewählt haben, sind noch die zwei folgenden Para-
meter zu definieren:
8
Abstand Drehpunkt von WZ-Spitze
(inkremental): Die TNC schwenkt
das Werkzeug (den Tisch) um die Werkzeugspitze ein. Über den Para-
meter ABST verlagern Sie den Drehpunkt der Einschwenkbewegung
bezogen auf die aktuelle Position der Werkzeugspitze.
8
Vorschub? F=
: Bahngeschwindigkeit, mit der das Werkzeug ein-
schwenken soll