Zerspanen, eintauchen plan, 4 abspanzyklen – HEIDENHAIN SW 688945-03 Benutzerhandbuch
Seite 163
HEIDENHAIN CNC PILOT 620/640
163
4.4
Abspanzyklen
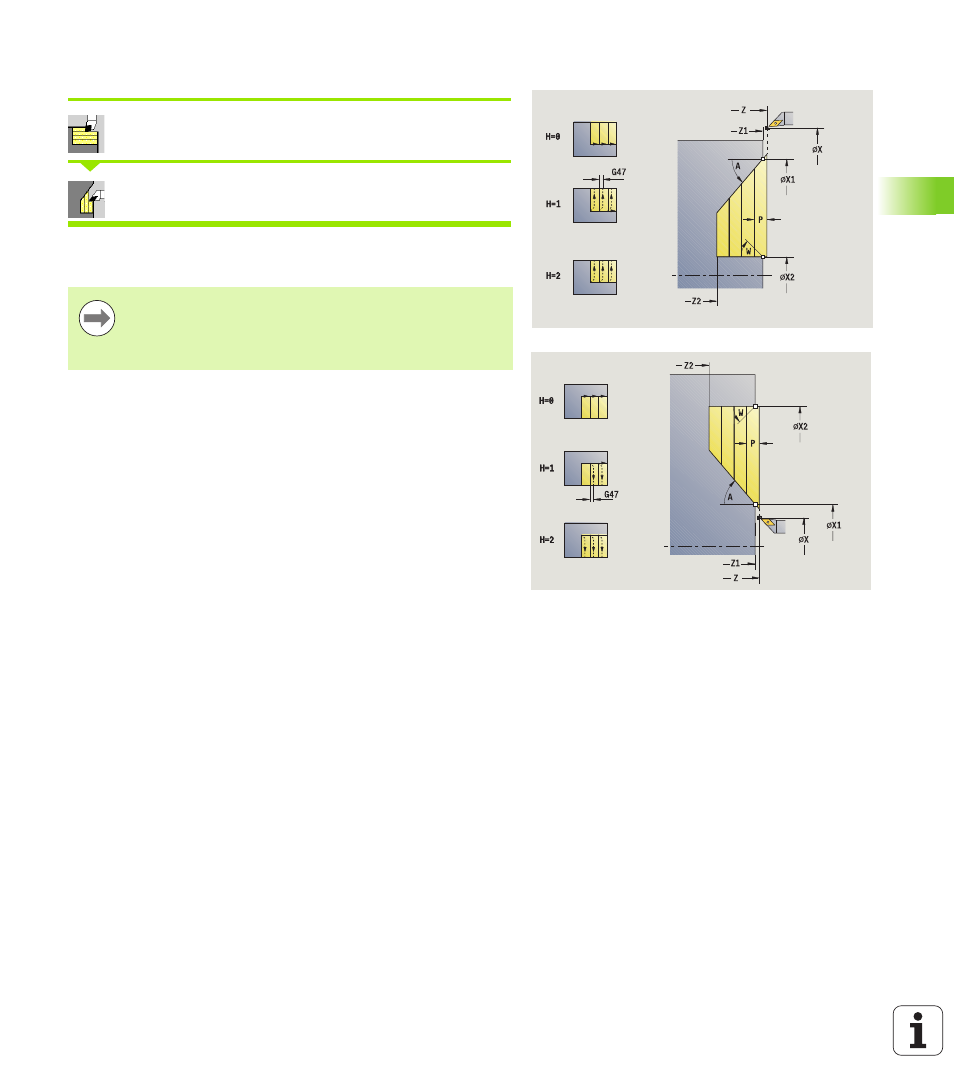
Zerspanen, Eintauchen plan
Abspanzyklen längs/plan wählen
Eintauchen plan wählen
Der Zyklus schruppt den durch Anfangspunkt Kontur, Endpunkt
Kontur und Eintauchwinkel beschriebenen Bereich.
Bearbeitungsart für Technologiedatenbankzugriff: Schruppen
Das Werkzeug taucht mit dem maximal möglichen
Winkel ein, das Restmaterial bleibt stehen.
Je steiler das Werkzeug eintaucht, desto größer ist die
Vorschubreduzierung (maximal 50%).
Zyklusparameter
X, Z
Startpunkt
X1, Z1
Anfangspunkt Kontur
X2, Z2
Endpunkt Kontur
P
Zustelltiefe: maximale Zustelltiefe
H
Konturglättung
0: mit jedem Schnitt
1: mit dem letzten Schnitt
2: kein Glättungsschnitt
A
Eintauchwinkel (Bereich: 0° <= A < 90°; default: 0°)
W
Endwinkel – Schräge am Konturende
(Bereich: 0° <= W < 90°)
G47
Sicherheitsabstand (siehe Seite 125)
G14
Werkzeugwechselpunkt (siehe Seite 125)
T
Revolverplatz-Nummer
ID
Werkzeug-ID-Nummer
S
Drehzahl/Schnittgeschwindigkeit
F
Umdrehungsvorschub
MT
M nach T: M-Funktion, die nach dem Werkzeugaufruf T
ausgeführt wird.
MFS
M am Anfang: M-Funktion, die am Anfang des
Bearbeitungsschrittes ausgeführt wird.
MFE
M am Ende: M-Funktion, die am Ende des
Bearbeitungsschrittes ausgeführt wird.
WP
Anzeige mit welcher Werkstückspindel der Zyklus
abgearbeitet wird (maschinenabhängig)
Hauptantrieb
Gegenspindel für die Rückseitenbearbeitung