Multi-werkzeuge, Werkzeug-standzeitverwaltung, Multi-werkzeuge werkzeug-standzeitverwaltung – HEIDENHAIN SW 688945-03 Benutzerhandbuch
Seite 479: 1 w er kz eug-d at enbank
HEIDENHAIN CNC PILOT 620/640
479
7.
1
W
er
kz
eug-D
at
enbank
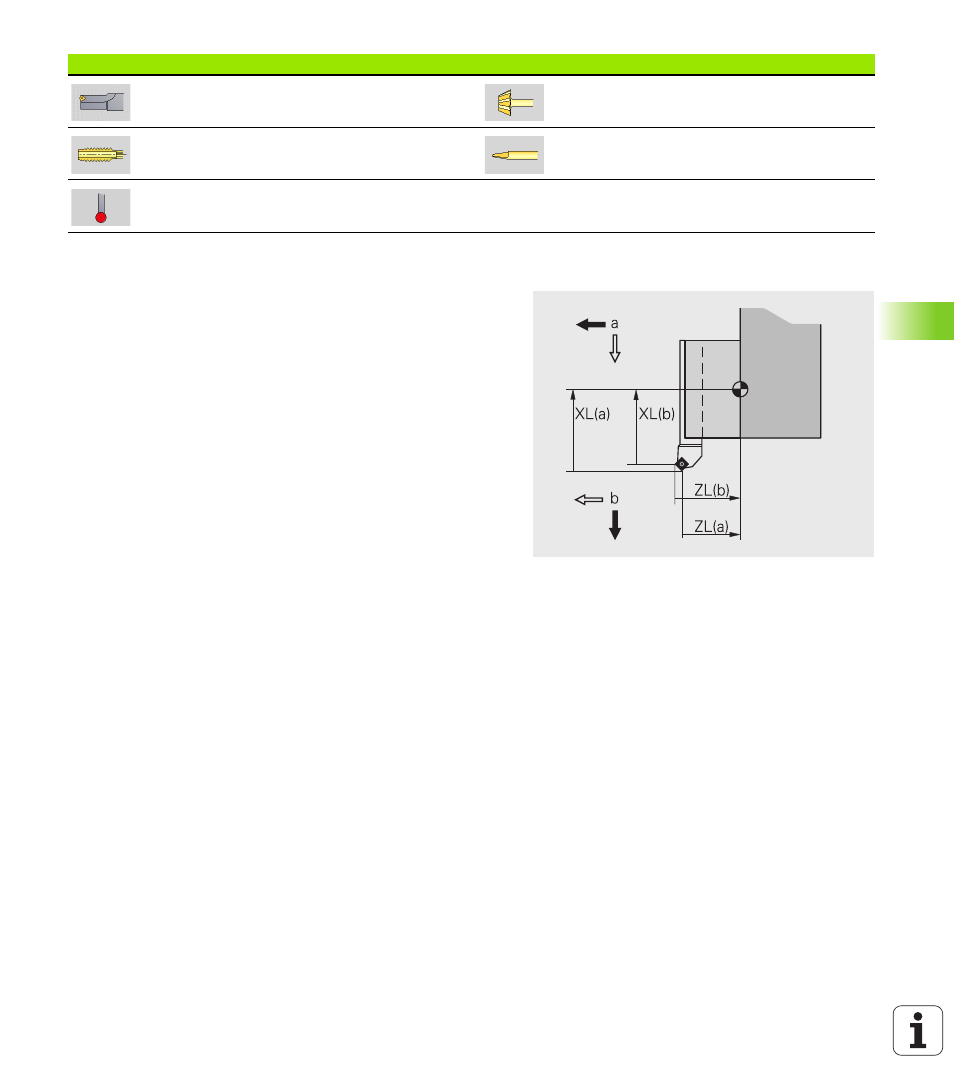
Multi-Werkzeuge
Ein Werkzeug mit mehreren Schneiden oder mit mehreren
Referenzpunkten wird als Multi-Werkzeug bezeichnet. Dabei wird für
jede Schneide bzw. für jeden Referenzpunkt ein Datensatz angelegt.
Anschließend werden alle Datensätze des Multi-Werkzeugs
„verkettet“.
In der Werkzeugliste wird in der Spalte „MU“ für jeden Datensatz
eines Multi-Werkzeugs die Position innerhalb der Multi-
Werkzeugkette aufgeführt. Die Zählung beginnt mit „0“.
Das Bild rechts zeigt ein Werkzeug mit zwei Referenzpunkten.
Werkzeug-Standzeitverwaltung
Die Manual Plus „merkt“ sich die Einsatzzeit eines Werkzeugs (Zeit,
die das Werkzeug im Vorschub verfahren wird) bzw. zählt die Anzahl
Werkstücke, die mit dem Werkzeug produziert werden. Das ist die
Grundlage für die Werkzeugstandzeitverwaltung.
Ist die Standzeit abgelaufen oder die Stückzahl erreicht, stoppt das
System die Bearbeitung und fordert Sie auf, das Werkzeug/die
Schneidplatte zu wechseln. Das „begonnene Werkstück“ wird aber
fertiggestellt.
Wendeplattenbohrer (Seite 498)
Winkelfräser (Seite 506)
Gewindebohrer (Seite 503)
Frässtifte (Seite 507)
Messtaster (Seite 508)
Werkzeugtypen
Werkzeugtypen