Konturbezogene schruppzyklen programmieren, Konturbezogene schruppzyklen – HEIDENHAIN CNC Pilot 4290 V7.1 Training Benutzerhandbuch
Seite 51
Advertising
HEIDENHAIN CNC PILOT 4290 V7 DIN PLUS
4.28
Konturbezogene Schruppzyklen programmieren
27
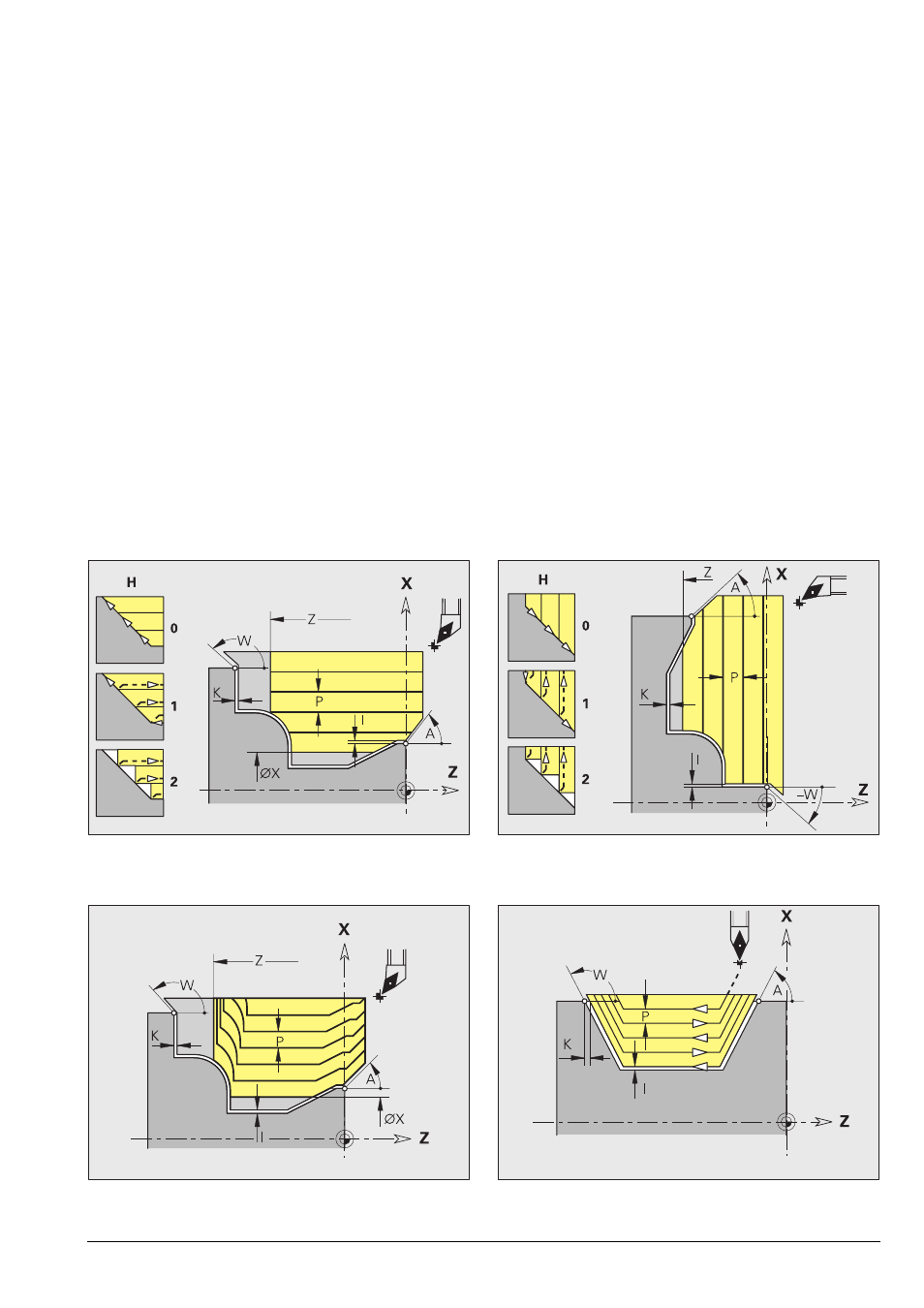
Programmieren Sie folgende Parameter der konturbezogenen Schruppzyklen:
8
NS
, NE: Referenzen auf den Konturabschnitt in der Fertigteilkontur
8
P
: maximale Zustellung
8
I
, K: Aufmaße
Anschließend:
8
überprüfen Sie die Zyklusausführung in der Simulation
8
modifizieren Sie bei Bedarf die Zyklusparameter und überprüfen den Zyklus
erneut
Verwenden Sie die Parameter E, X, Z, H, A, W, Q, V, B nur bei Bedarf. Die Zyklenpara-
meter sind im Info-System erläutert.
Konturbezogene Schruppzyklen
G810 Schruppzyklus längs
G820 Schruppzyklus plan
G830 Schruppzyklus konturparallel
G835 Schruppzyklus konturparallel
mit neutralem Werkzeug
Advertising
Dieses Handbuch ist für die folgenden Produkte bezogen werden: