Aufmaße im abschnitt bearbeitung – HEIDENHAIN CNC Pilot 4290 V7.1 Training Benutzerhandbuch
Seite 60
HEIDENHAIN CNC PILOT 4290 V7 DIN PLUS
4.37
Aufmaße im Abschnitt BEARBEITUNG
35
Im Abschnitt BEARBEITUNG definieren Sie Aufmaße entweder mit den Zyklusparam-
tern oder mit den Funktionen G57/G58. Die Aufmaß-Funktionen G57/G58 wirken auf
konturbezogene Drehzyklen nicht auf die einfachen Drehzyklen (G81, G82).
Ist das Aufmaß mit G57/G58 und im Zyklus programmiert, wird das Zyklus-
Aufmaß verwendet.
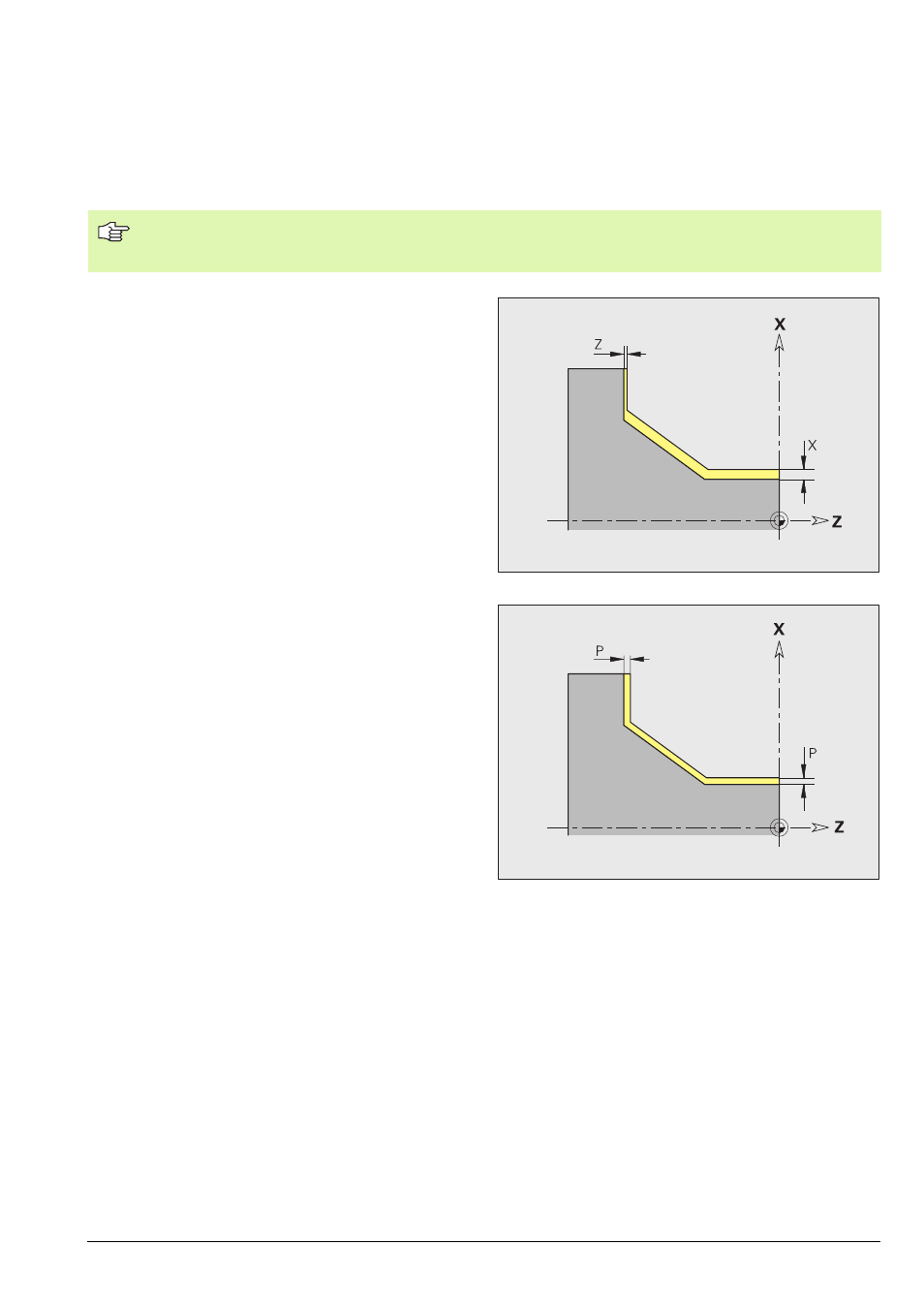
G57 – achsparalleles Aufmaß
Es sind nur positive Aufmaße erlaubt
G57
wirkt auf den folgenden Zyklus.
Nach Zyklusausführung werden die
Aufmaße gelöscht.
G58 – konturparalleles (äquidistantes)
Aufmaß
Ein negatives Aufmaß ist nur für den
Schlichtzyklus G890 erlaubt. Verwen-
den Sie für alle anderen Drehzyklen
positive Aufmaße.
G58
wirkt auf den folgenden Zyklus.
Nach Zyklusausführung wird das Auf-
maß gelöscht.