Nullpunkt-verschiebung, Wirkung der nullpunkt-verscheibung, G-funktionen zur nullpunkt-verschiebung – HEIDENHAIN CNC Pilot 4290 V7.1 Training Benutzerhandbuch
Seite 58
HEIDENHAIN CNC PILOT 4290 V7 DIN PLUS
4.35
Nullpunkt-Verschiebung
33
Wirkung der Nullpunkt-Verscheibung
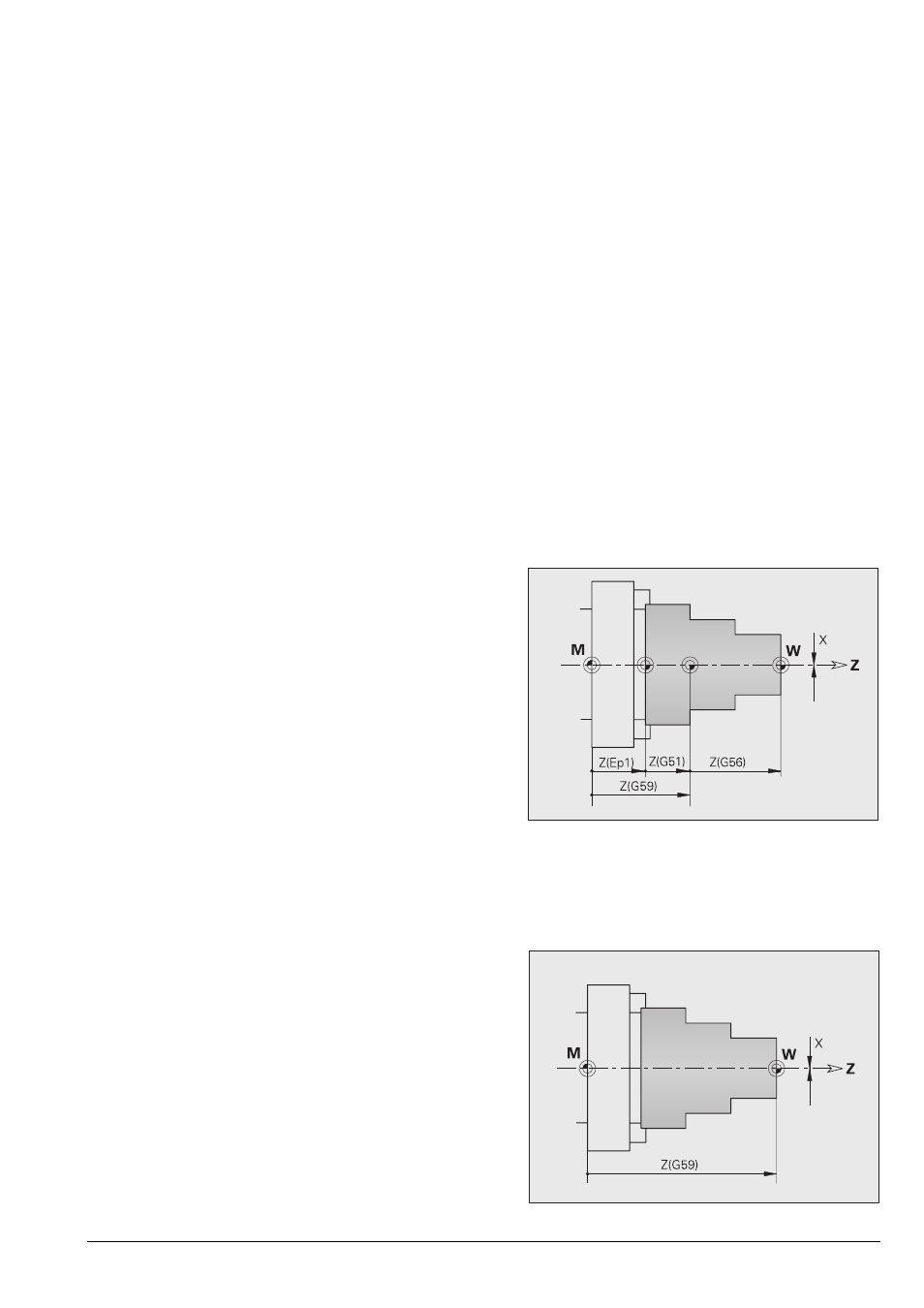
G-Funktionen zur Nullpunkt-Verschiebung
Betriebsart Handsteuern:
Es ist immer der mit der Einrichtefunktion Null-
punkt-Verschiebung
definierte Werkstück-Nullpunkt
wirksam. Diese Position ist im Einrichte-
Parameter 1
gespeichert.
Betriebsart Automatik:
Der Werkstück-Nullpunkt kann wie folgt mit G-Funktio-
nen verändert werden:
G51
und G56 verschieben den Nullpunkt. Der Eintrag
im Einrichte-Parameter 1 bleibt erhalten.
G59
ersetzt den Nullpunkt. Der mit G59 definierte
Nullpunkt wird nicht in den Einrichte-Parameter 1
übernommen.
G51 – relative Nullpunkt-Verschiebung
Die Verschiebung bezieht sich auf den im
Einrichtebetrieb festgelegten Werkstück-
Nullpunkt
Auch wenn G51 mehrfach programmiert
wird, bleibt der im Einrichtebetrieb festge-
legte Werkstück-Nullpunkt der Bezugs-
punkt
G56 – additive Nullpunkt-Verschiebung
Die Verschiebung bezieht sich auf den
aktuellen Werkstück-Nullpunkt
Wird G56 mehrfach programmiert, wird die
Verschiebung immer auf den aktuell gülti-
gen Werkstück-Nullpunkt addiert.
G59 – absolute Nullpunkt-Verschiebung
Die Verschiebung bezieht sich auf den
Maschinen-Nullpunkt