2 k o n tur e n yz-ebene (dr aufsich t) – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Benutzerhandbuch
Seite 21
HEIDENHAIN CNC-PILOT 4290
21
2.2.2 K
o
n
tur
e
n
YZ-Ebene (Dr
aufsich
t)
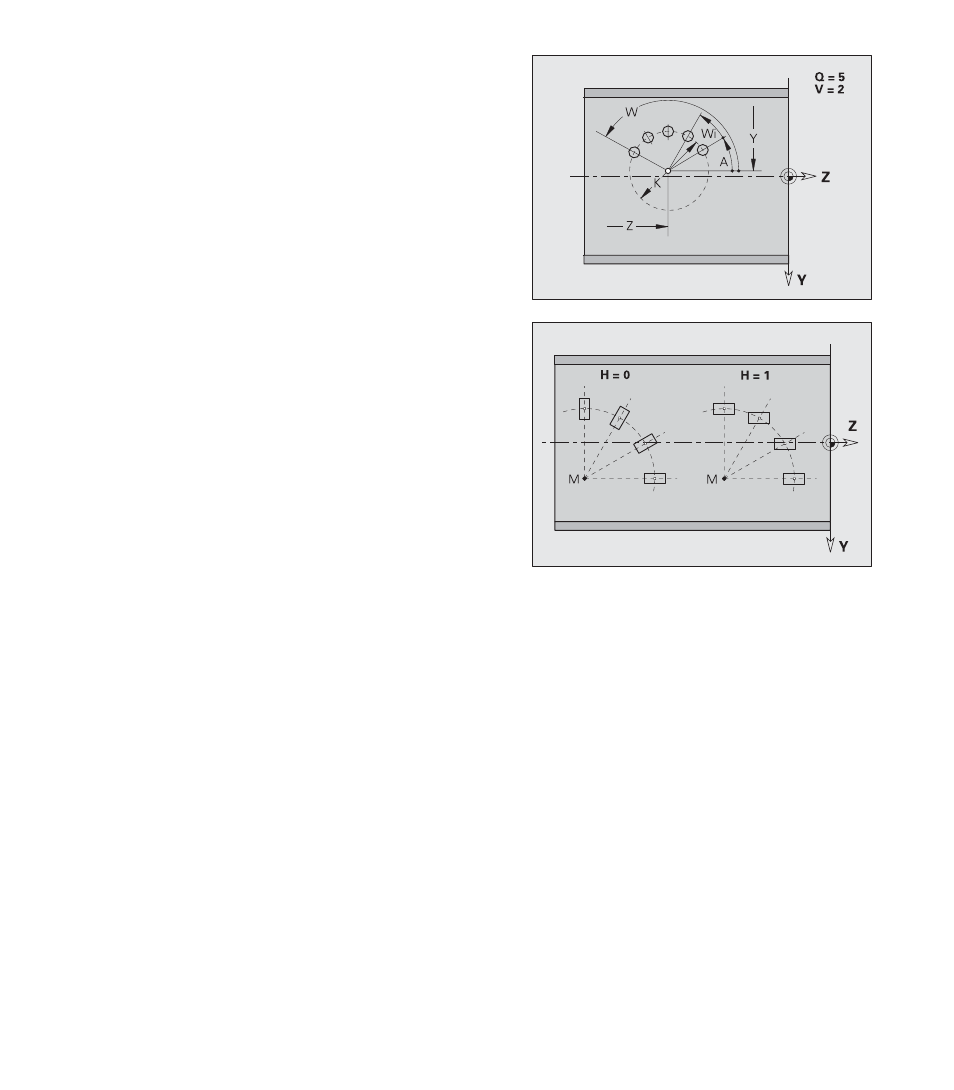
Muster zirkular YZ-Ebene G482-Geo
G482 definiert ein zirkulares Muster in der YZ-Ebene. G482 wirkt
auf die im Folgesatz definierte Figur (G380..385, G387).
Programmierhinweise
■
Die Bohrung/Figur im Folgesatz ohne Mittelpunkt programmieren
– Ausnahme: zirkulare Nut. Programmieren Sie bei der zirkularen
Nut den „Krümmungsmittelpunkt X, Y“, wird er auf die Musterpo-
sition addiert (siehe „Benutzer-Handbuch –
4.7.9 Zirkulares Muster
mit zirkularen Nuten“).
■
Der Fräszyklus (Abschnitt BEARBEITUNG) ruft die Bohrung/Figur
im Folgesatz auf – nicht die Musterdefinition.
Parameter
Q:
Anzahl der Figuren – default: 1
K:
Musterdurchmesser
A:
Anfangswinkel – Position erste Figur (Bezug: positive Z-Ach-
se) – default: 0°
W:
Endwinkel – Position letzte Figur (Bezug: positive Z-Achse) –
default: 360°
Wi:
Abstand zwischen zwei Figuren
V:
Richtung (Orientierung) – default: 0
■
V=0 – ohne W: Vollkreisaufteilung
■
V=0 – mit W: Aufteilung auf längerem Kreisbogen
■
V=0 – mit Wi: Vorzeichen von Wi bestimmt die Richtung
(Wi<0: Muster im Uhrzeigersinn)
■
V=1 – mit W: Muster im Uhrzeigersinn
■
V=1 – mit Wi: Muster im Uhrzeigersinn (Vorzeichen von Wi
ist ohne Bedeutung)
■
V=2 – mit W: Muster gegen den Uhrzeigersinn
■
V=2 – mit Wi: Muster gegen den Uhrzeigersinn (Vorzei-
chen von Wi ist ohne Bedeutung)
Y, Z:
Mittelpunkt Muster
H:
Lage der Figuren – default: 0
■
H=0: Normallage – Figuren werden um den Kreis-
mittelpunkt gedreht (Rotation)
■
H=1: Originallage – Figurlage bezogen auf das Koordina-
tensystem bleibt gleich (Translation)