3 g- funktionen im bearbeitungsteil, 1 bearbeitungsebenen, 2 positionierungen – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Benutzerhandbuch
Seite 23: 3 g-funktionen im bearbeitungsteil, 1 w ahl der bearbeit ungsebene
HEIDENHAIN CNC-PILOT 4290
23
2.3.2 Positionierungen
Eilgang G0
Das Werkzeug verfährt im Eilgang auf kürzestem Weg zum „Ziel-
punkt X, Y, Z“.
Parameter
X, Y, Z: Zielpunkt (X Durchmessermaß)
2.3
G-Funktionen im Bearbeitungsteil
Bevor Sie die Y-Achse für eine Fräsbearbeitung mit Linear- oder
Zirkularbewegungen bzw. mit Bearbeitungszyklen programmieren,
müssen Sie die Bearbeitungsebene festlegen.
Ohne programmierte Bearbeitungsebene geht der CNC PILOT von
einer Drehbearbeitung bzw. einer Fräsbearbeitung mit der C-Achse
aus (G18 XZ-Ebene).
Bohrbearbeitung
Bohrbearbeitungen mit der Y-Achse erfolgen analog der Bearbei-
tung mit der C-Achse (siehe Benutzer-Handbuch „
4.8.11 Bohrzyk-
len“).
2.3.1 W
ahl der Bearbeit
ungsebene
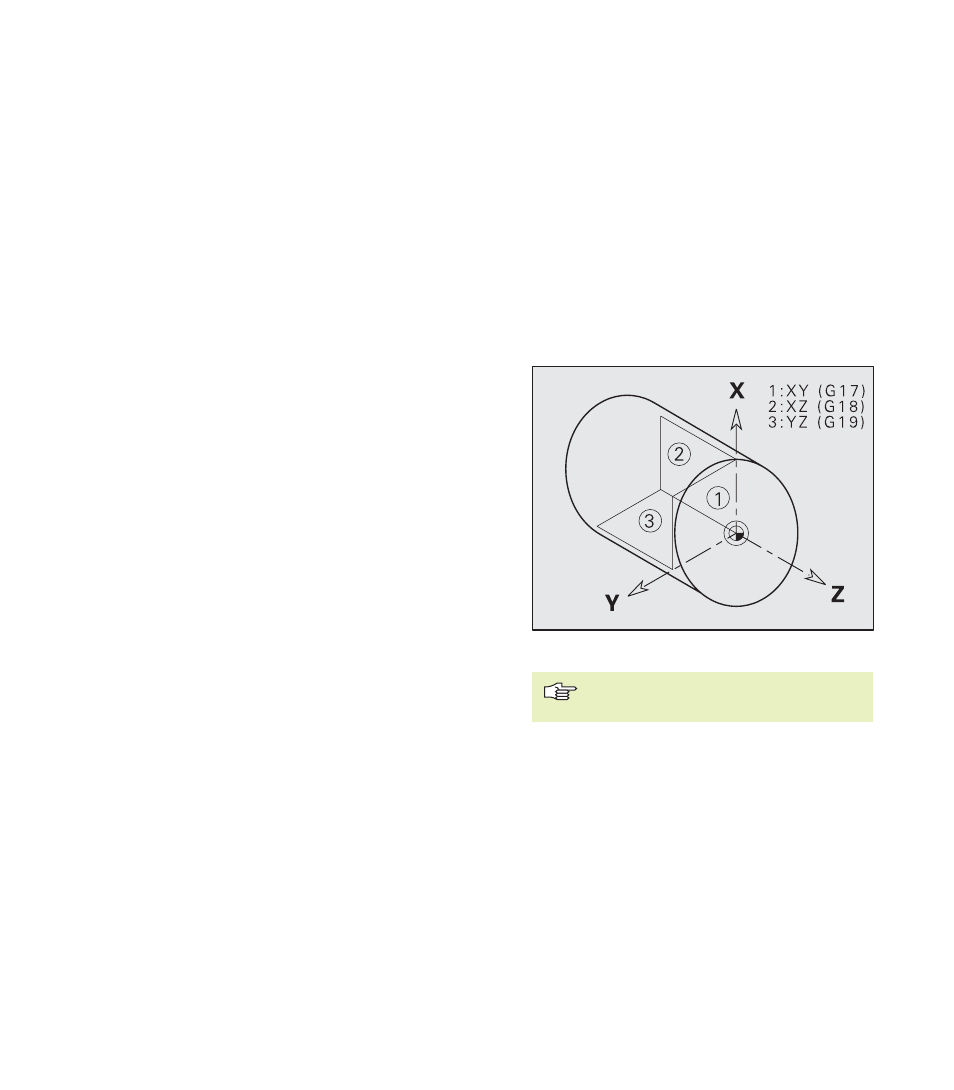
2.3.1 Bearbeitungsebenen
G17 XY-Ebene (Stirn- oder Rückseite)
Die Bearbeitung bei Fräszyklen erfolgt in der XY-Ebene und die Zu-
stellung bei Fräs- und Bohrzyklen in Z-Richtung.
G18 XZ-Ebene (Drehbearbeitung)
In der XZ-Ebene wird die „normale Drehbearbeitung“ und die Bohr-
und Fräsbearbeitung mit der C-Achse durchgeführt..
G19 YZ-Ebene (Draufsicht/Mantel)
Die Bearbeitung bei Fräszyklen erfolgt in der YZ-Ebene und die Zu-
stellung bei Fräs- und Bohrzyklen in X-Richtung.
Programmierung X, Y, Z: absolut, inkre-
mental oder selbsthaltend
Fräsbearbeitung
Die Fräszyklen G840, G845 und G846 werden für
die C-Achs- und Y-Achsbearbeitung eingesetzt (siehe
Benutzer-Handbuch „
4.8.15 Fräszyklen“).
Für die Bearbeitung mit der Y-Achse stehen zusätz-
lich die Fräszyklen G841, G842, G843, G844 zur Ver-
fügung. Diese Zyklen und G845/G846 werden im
folgenden beschrieben.