4 fräszyklen – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Benutzerhandbuch
Seite 29
HEIDENHAIN CNC-PILOT 4290
29
Mehrkantfräsen Schruppen G843
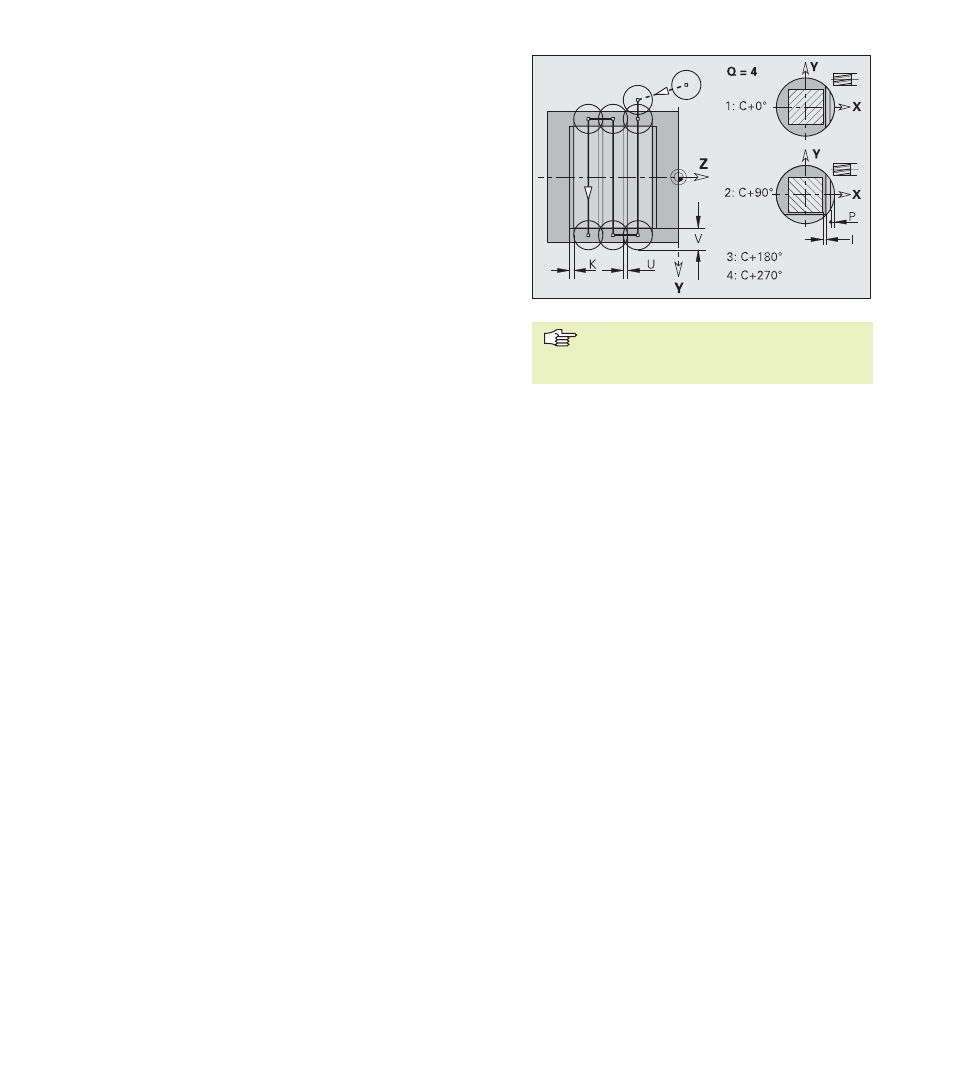
G843 schruppt mit G477-Geo (XY- Ebene) oder G487-Geo (YZ-Ebe-
ne) definierte Mehrkantflächen. Der Zyklus fräst von außen nach in-
nen.
„U“ legt die Überlappung der Fräsbahnen fest. „V“ definiert den
Betrag, um den der Fräser den Außenradius überragen soll. („U, V“
beziehen sich auf den Fräserdurchmesser.)
Die Zustellung des Fräsers erfolgt außerhalb des Materials.
Zyklusausführung
1 Startposition (X, Y, Z, C) ist die Position vor dem Zyklus
2 errechnet die Schnittaufteilung (Fräsebenen-Zustellungen, Fräs-
tiefen-Zustellungen) und die Spindelpositionen
3 Spindel dreht auf erste Position, der Fräser fährt auf Sicherheitsab-
stand an und stellt für die erste Frästiefe zu
4 fräst eine Ebene
5 hebt um den Sicherheitsabstand ab, fährt an und stellt für die
nächste Frästiefe zu
6 wiederholt 4...5, bis die komplette Fläche gefräst ist
7 Werkzeug fährt entsprechend „Rückzugsebene J“ zurück; Spindel
dreht auf nächste Position, der Fräser fährt auf Sicherheitsabstand
an und stellt für die erste Fräsebene zu
8 wiederholt 4...7, bis alle Mehrkantflächen gefräst sind
9 fährt entsprechend „Rückzugsebene J“ zurück
Parameter
NS:
Satznummer – Referenz auf Konturbeschreibung
P:
(maximale) Frästiefe (Zustellung in der Fräsebene)
I, K:
Aufmaß in X-, Z-Richtung
U:
(minimaler) Überlappungsfaktor (Überlappung = U*Fräser-
durchmesser) – default: 0,5
V:
Überlauffaktor (Überlauf = V*Fräserdurchmesser) – default:
0,5
F:
Zustellvorschub (für Tiefenzustellung) – default: aktiver Vor-
schub
J:
Rückzugsebene – keine Eingabe: Werkzeug fährt auf die
Startposition zurück
■
XY- Ebene: Rückzugsposition in Z-Richtung
■
YZ- Ebene: Rückzugsposition in X-Richtung (Durchmesser-
maß)
2.3.4 Fräszyklen
Aufmaße werden berücksichtigt (G57:
X-, Z-Richtung; G58: äquidistantes Auf-
maß in der Fräsebene).