4 fräszyklen – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Benutzerhandbuch
Seite 28
Y-Achse
28
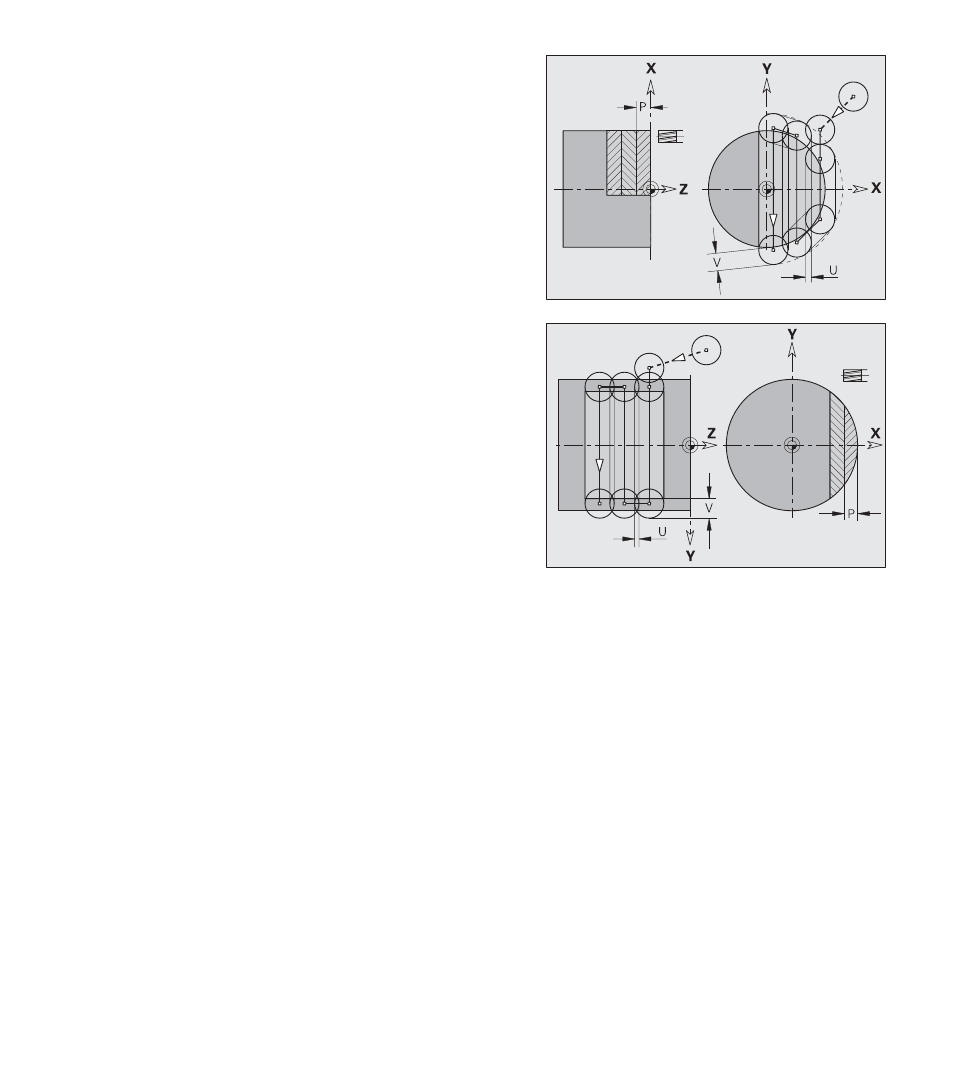
Flächenfräsen Schlichten G842
G842 schlichtet mit G376-Geo (XY- Ebene) oder G386-Geo (YZ-Ebe-
ne) definierte Flächen. Der Zyklus fräst von außen nach innen.
„U“ legt die Überlappung der Fräsbahnen fest. „V“ definiert den
Betrag, um den der Fräser den Außenradius überragen soll (Bezug:
Fräserdurchmesser).
Die Zustellung des Fräsers erfolgt außerhalb des Materials.
Zyklusausführung
1 Startposition (X, Y, Z, C) ist die Position vor dem Zyklus
2 errechnet die Schnittaufteilung (Fräsebenen-Zustellungen, Frästie-
fen-Zustellungen)
3 fährt auf Sicherheitsabstand an und stellt für die erste Frästiefe zu
4 fräst eine Ebene
5 hebt um den Sicherheitsabstand ab, fährt an und stellt für die
nächste Frästiefe zu
6 wiederholt 4...5, bis die komplette Fläche gefräst ist
7 fährt entsprechend „Rückzugsebene J“ zurück
Parameter
NS:
Satznummer – Referenz auf Konturbeschreibung
H:
Fräslaufrichtung (bezogen auf die Flankenbearbeitung – de-
fault: 0
■
H=0: Gegenlauf
■
H=1: Gleichlauf
P:
(maximale) Frästiefe (Zustellung in der Fräsebene)
U:
(minimaler) Überlappungsfaktor (Überlappung =
U*Fräserdurchmesser) – default: 0,5
V:
Überlauffaktor (Überlauf = V*Fräserdurchmesser) – default:
0,5
F:
Zustellvorschub (für Tiefenzustellung) – default: aktiver Vor-
schub
J:
Rückzugsebene – keine Eingabe: Werkzeug fährt auf die
Startposition zurück
■
XY- Ebene: Rückzugsposition in Z-Richtung
■
YZ- Ebene: Rückzugsposition in X-Richtung (Durchmesser-
maß)
2.3.4 Fräszyklen