2 y- achse in din plus, 2y -a c hse in din plus 2 y-achse in din plus – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Benutzerhandbuch
Seite 4
Y-Achse
4
2
Y
-A
c
hse in DIN PLUS
2
Y-Achse in DIN PLUS
Frästiefe, Lage der Kontur
Die „Referenzebene“ bzw. den „Referenzdurchmesser“ definieren
Sie in der Abschnittskennung. Die Tiefe und Lage einer Fräskontur
(Tasche, Insel) legen Sie in der Konturdefinition fest:
■
mit „Tiefe P“ in dem vorab programmierten G308
■
alternativ bei Figuren: Zyklusparameter „Tiefe P“
Das Vorzeichen von „Tiefe P“ bestimmt die Lage der Fräskontur:
■
P<0: Tasche
■
P>0: Insel
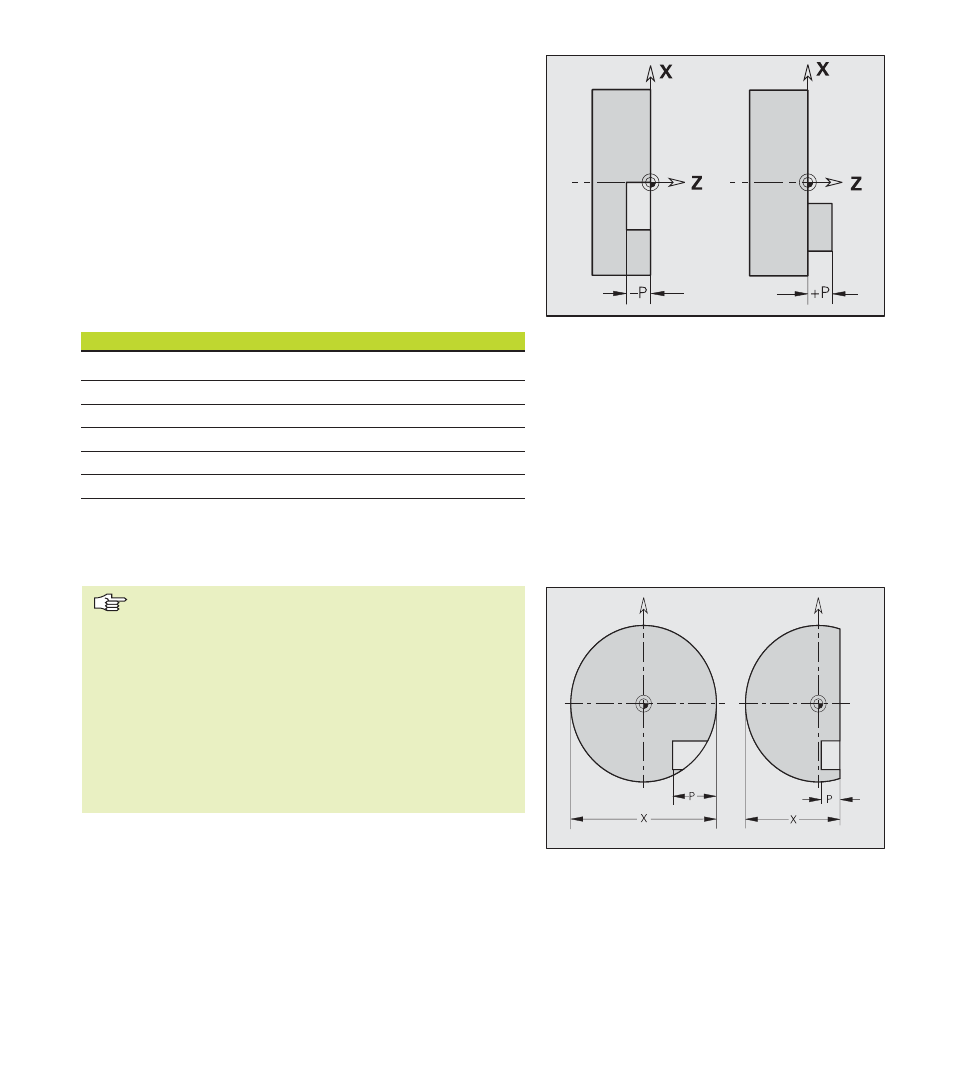
Die Tabelle erläutert den Zusammenhang zwischen Abschnittsken-
nung und Vorzeichen von „Tiefe P“ bei der Lage der Fräskontur. Die
Fräszyklen arbeiten von „Oberfläche“ in Richtung „Fräsgrund“.
Abschnitt
P
Oberfläche
Fräsgrund
STIRN_Y
P<0
Z
Z+P
STIRN_Y
P>0
Z+P
Z
RUECKSEITE_Y
P<0
Z
Z–P
RUECKSEITE_Y
P>0
Z–P
Z
MANTEL_Y
P<0
X
X+(P*2)
MANTEL_Y
P>0
X+(P*2)
X
X:
Referenzdurchmesser aus der Abschnittskennung
Z:
Referenzebene aus der Abschnittskennung
P:
„Tiefe“ aus G308 oder aus Zyklusparameter
Beachten Sie bei „P“: die Addition einer negativen Zahl
verringert das Ergebnis – die Subtraktion einer negativen
Zahl vergrößert das Ergebnis.
Inseln: Die Flächen-Fräszyklen fräsen die komplette in
der Konturdefinition beschriebene Fläche. Inseln, die in-
nerhalb dieser Fläche definiert sind, werden nicht berück-
sichtigt.
YZ-Ebene (MANTEL_Y):
■
Die „Tiefe P“ bezieht sich auf den „Referenzdurchmes-
ser“.
■
Wird die Kontur auf eine vorher bearbeitete Fläche ge-
fräst, gilt die Fläche als „Referenzdurchmesser“.