Ht4001 mit zusatzstromquelle, Brenner pac620 – standard-verschleißteile, Aluminium – stickstoff plasma – Hypertherm HT4001 Benutzerhandbuch
Seite 112: Englisch, Metrisch
6
30
30
45
145
260
6
4740
6
45
45
62
145
320
6
4700
4.2 mm
8
45
45
62
150
340
6
4170
400A
10
45
45
62
150
360
6
3700
max.
12
45
45
62
150
380
6
3200
15
45
45
62
155
400
7
2500
20
45
45
62
160
400
8-9
1420
25
45
45
62
170
400
10
930
4.7 mm
30
45
45
65
165
540
10
1710
600A
40
45
45
65
175
600
10
1090
max.
50
45
45
65
180
600
10
780
5.5 mm
60
70
70
73
190
740
14
620
760A max.
75
70
70
73
200
760
16
380
.035
.889
30
30
45
125
260
1/8
3
13710
.120"
.075
.191
30
30
45
130
260
1/8
3
9150
260A
1/8
3.18
30
30
45
135
260
3/16
5
61080
max.
1/4
6.35
30
30
45
145
260
1/4
6
4570
1/8
3.18
45
45
62
140
300
1/4
6
5840
.166"
1/4
6.35
45
45
62
145
320
1/4
6
4570
400A
3/8
9.53
45
45
62
150
360
1/4
6
3810
max.
1/2
12.7
45
45
62
150
380
1/4
6
3050
3/4
19.1
45
45
62
160
400
5/16
8
1530
1
25.4
45
45
62
170
400
3/8
10
890
.187"
1
25.4
45
45
65
155
500
3/8
10
2030
600A
1-1/2
38.1
45
45
65
170
560
3/8
10
1150
max.
2
50.8
45
45
65
180
600
3/8
10
760
.220"
2
50.8
70
70
73
180
700
1/2
13
760
760A max.
3
76.2
70
70
73
200
760
5/8
16
380
10/31/95
5-30
HT4001
Betriebsanleitung
HT4001 mit Zusatzstromquelle
Brenner PAC620 – Standard-Verschleißteile
Aluminium – Stickstoff Plasma
Anmerkungen:
Der Mindesteinlaßdruck für N
2
bleibt in der Einstellung von 10,3 bar bei allen Blechdicken.
Der Auslaßdruck der Wasserkühler-Pumpe verbleibt bei allen Blechdicken bei 12 - 12,8 bar.
Der Skalenendwert der Durchflußmenge für N
2
beträgt 144 l/min bei einem Einlaßdruck von 10,3 bar.
Die Brennerhöhe (vor dem Lochstechen) ist auf etwa die doppelte Höhe einzustellen, als die Brennerhöhe, die für die zu schneidende
Blechdicke angegeben ist.
Anmerkung: Sollte der Lichtbogen beim doppelten Brennerabstand nicht übertragen (bei dickem Blech, das bei hohem Stromwert
geschnitten wird), ist die Anfangshöhe des Brenners stufenweise zu reduzieren, bis die Übertragung erfolgt.
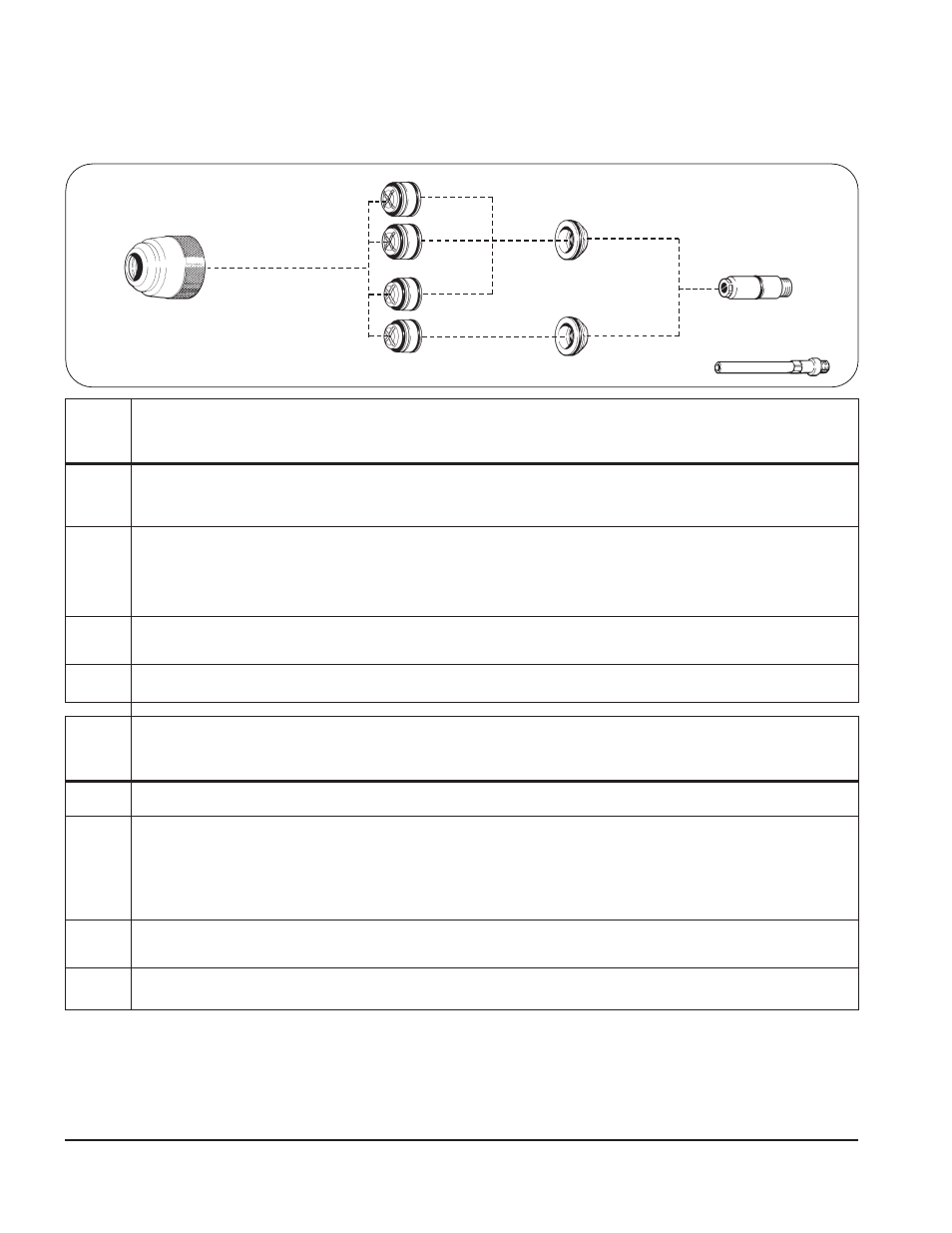
Düse
Material–Dicke
(in)
(mm)
Test-Vorströmungs-
(Test Preflow)-Wert
(N
2
)(%)
Testlauf-
(Test Cut
Flow)-Wert
(N
2
) (%)
Wasser-
Durchfluß-
Einstellung
(%)
Lichtbogen-
Spannung
(V)
Lichtbogen-
Strom
(A)
Brenner-
abstand
(in)
(mm)
Schneidge-
schwindig-
keit
(mm/min)
englisch
Düse
Material–Dicke
(mm)
Test-Vorströmungs-
(Test Preflow)-Wert
(N
2
) (%)
Testlauf-
(Test Cut
Flow)-Wert
(N
2
) (%)
Wasser-
Durchfluß-
Einstellung
(%)
Lichtbogen-
Spannung
(V)
Lichtbogen-
Strom
(A)
Brenner-
abstand
(mm)
Schneidge-
schwindig-
keit
(mm/min)
metrisch
Düse
020281
(.120 in/3 mm)
020282
(.120 in/3 mm)
020283
(.187 in/4.7 mm)
020284
(.187 in/4.7 mm)
Wirbelring
020039
(im Uhrzeigersinn)
020042
(gegen Uhrzeigersinn)
020040
(im Uhrzeigersinn)
020079
(gegen Uhrzeigersin)
Elektrode
020285
Standard-Kühlwasserrohr
020990
3 mm
260Amax.
Brennerkappe
020580 (Vectra)
020286 (Vespel)
120464 – CE (Vectra)
120465 – CE (Vespel)