1 zusatz-funktionen m und stop eingeben, 1 zusatz-f unktionen m und s t op eing eben – HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 117
7 Programmieren: Zusatz-Funktionen
104
7.1
Zusatz-Funktionen M und STOP
eingeben
Mit den Zusatz-Funktionen der TNC – auch M-Funktionen genannt –
steuern Sie
■
den Programmlauf, z.B. eine Unterbrechung des Programmlaufs
■
die Maschinenfunktionen, wie das Ein- und Ausschalten der
Spindeldrehung und des Kühlmittels
■
das Bahnverhalten des Werkzeugs
Der Maschinenhersteller kann Zusatz-Funktionen freige-
ben, die nicht in diesem Handbuch beschrieben sind.
Beachten Sie Ihr Maschinenhandbuch.
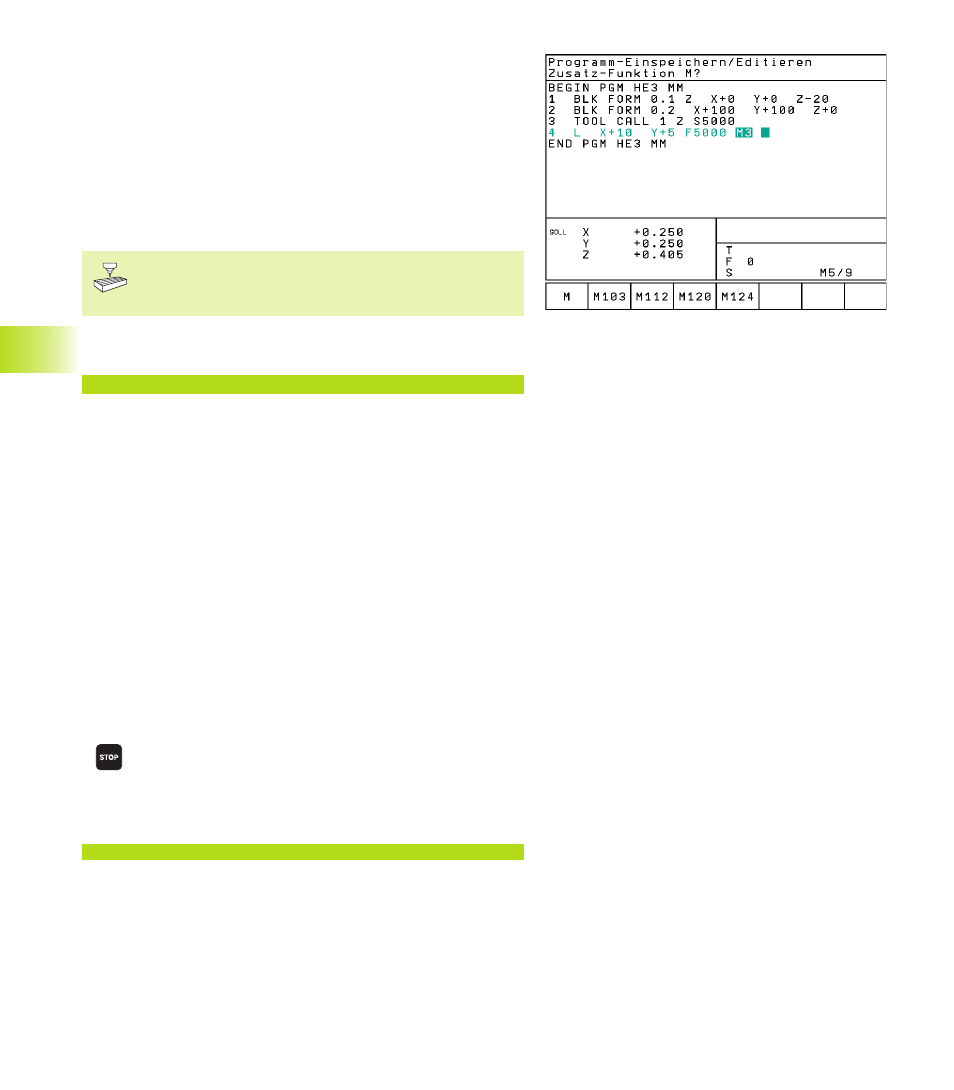
Eine Zusatz-Funktion M geben Sie am Ende eines Positionier-Satzes
oder über den Softkey M ein. Die TNC zeigt dann den Dialog:
Zusatz-Funktion M?
Gewöhnlich geben Sie im Dialog nur die Nummer der Zusatz-Funktion
an. Bei den Zusatz-Funktionen, die Sie über Softkey direkt wählen
können, wird der Dialog fortgeführt, damit Sie Parameter zu dieser
Funktion eingeben können.
In den Betriebsarten Manueller Betrieb und El. Handrad geben Sie
die Zusatz-Funktionen über den Softkey M ein. Mit der Taste NC-Start
führt die TNC die eingegebene M-Funktion direkt aus.
Beachten Sie, daß einige Zusatz-Funktionen zu Beginn eines Positio-
nier-Satzes wirksam werden, andere am Ende.
Die Zusatz-Funktionen wirken ab dem Satz, in dem sie aufgerufen
werden. Sofern die Zusatz-Funktion nicht nur satzweise wirksam ist,
wird sie in einem nachfolgenden Satz oder am Programm-Ende wieder
aufgehoben. Einige Zusatz-Funktionen gelten nur in dem Satz, in dem
sie aufgerufen werden.
Zusatz-Funktion im STOP-Satz eingeben
Ein programmierter STOP-Satz unterbricht den Programmlauf bzw.
den Programm-Test, z.B. für eine Werkzeug-Überprüfung. In einem
STOP-Satz können Sie eine Zusatz-Funktion M programmieren:
ú
Programmlauf-Unterbrechung programmieren:
Taste STOP drücken
ú
Zusatz-Funktion M eingeben
NC-Beispielsatz
87 STOP M5
7.1 Zusatz-F
unktionen M und S
T
OP eing
eben