HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 90
77
HEIDENHAIN TNC 410
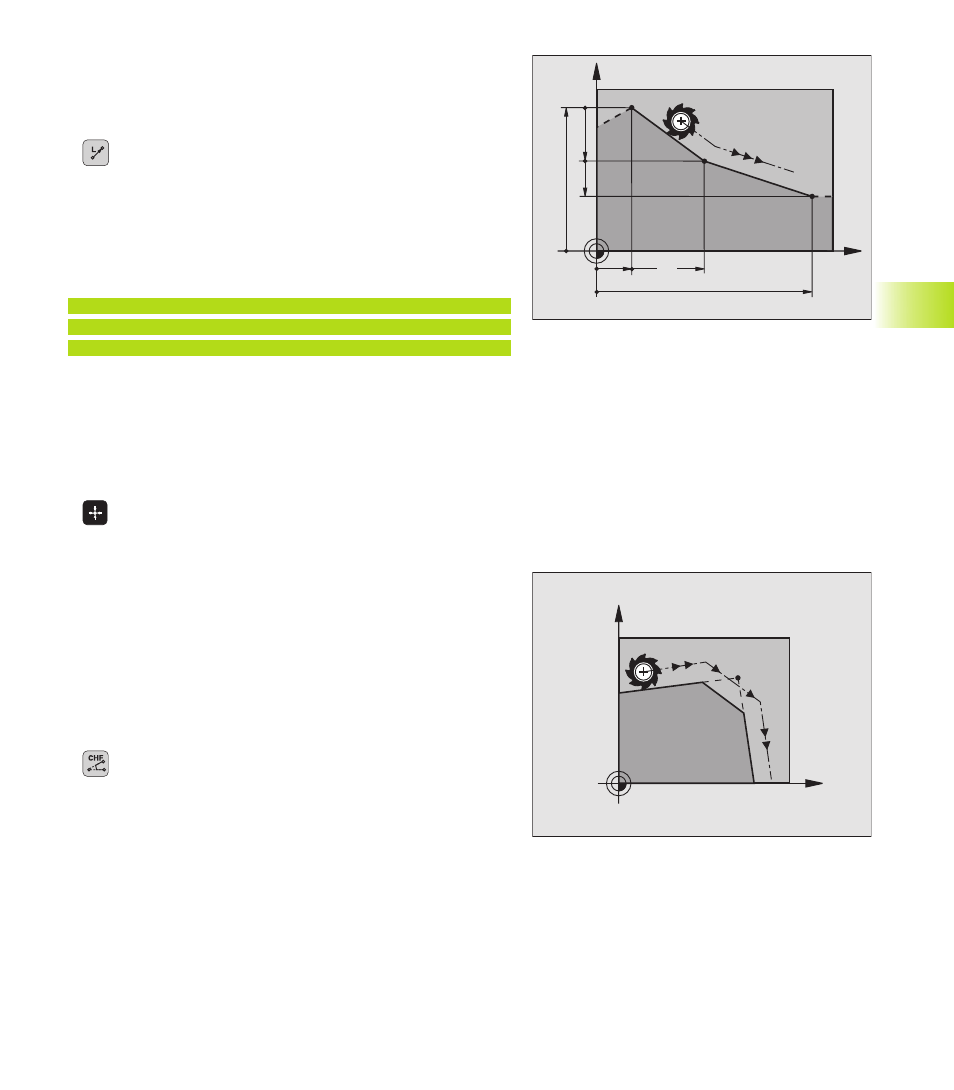
Gerade L
Die TNC fährt das Werkzeug auf einer Geraden von seiner aktuellen
Position zum Endpunkt der Geraden. Der Startpunkt ist der End-
punkt des vorangegangenen Satzes.
ú
Koordinaten des Endpunkts der Geraden eingeben
Falls nötig:
ú
Radiuskorrektur RL/RR/R0
ú
Vorschub F
ú
Zusatz-Funktion M
NC-Beispielsätze
7 L X+10 Y+40 RL F200 M3
8 L IX+20 IY-15
9 L X+60 IY-10
Ist-Position übernehmen
Die Koordinaten der Werzeug-Ist-Position können Sie innerhalb
eines Positioniersatzes übernehmen:
ú
Wählen Sie die Betriebsart Programm-Einspeichern/Editieren
ú
Eröffnen Sie einen neuen Satz oder schieben Sie das Hellfeld auf
eine Koordinate innerhalb eines bestehenden Satzes
ú
Taste „Ist-Position-übernehmen“ drücken: Die TNC
übernimmt die Koordinate der Achse, auf der das
Hellfeld steht
Fase CHF zwischen zwei Geraden einfügen
Konturecken, die durch den Schnitt zweier Geraden entstehen, können
Sie mit einer Fase versehen.
■
In den Geradensätzen vor und nach dem CHF-Satz programmie-
ren Sie jeweils beide Koordinaten der Ebene, in der die Fase
ausgeführt wird
■
Die Radiuskorrektur vor und nach CHF-Satz muß gleich sein
■
Die Fase muß mit dem aktuellen Werkzeug ausführbar sein
ú
Fasen-Abschnitt: Länge der Fase eingeben
Falls nötig:
ú
Vorschub F (wirkt nur im CHF-Satz)
Beachten Sie die Hinweise auf der nächsten Seite!
X
Y
60
15
40
10
10
20
X
Y
6.4 Bahnbew
egung
en – r
e
c
htwinklig
e K
oor
dinat
en