3 pr ogr amme eröf fnen und eing eben – HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 50
37
HEIDENHAIN TNC 410
Werkzeug-Bewegungen im Klartext-Dialog
programmieren
Um einen Satz zu programmieren, beginnen Sie mit einer Dialogtaste.
In der Kopfzeile des Bildschirms erfragt die TNC alle erforderlichen
Daten.
Beispiel für einen Dialog
Dialog eröffnen
Koordinaten ?
<
10
Zielkoordinate für X-Achse eingeben
<
5
2x Zielkoordinate für Y-Achse eingeben, mit Taste
ENT zur nächste Frage
Radiuskorr.: RL/RR/keine Korr. ?
<
„Keine Radiuskorrektur“ eingeben, mit Taste
ENT zur nächsten Frage
Vorschub ?
F=
<
100
Vorschub für diese Bahnbewegung
100 mm/min, mit Taste ENT zur nächsten
Frage
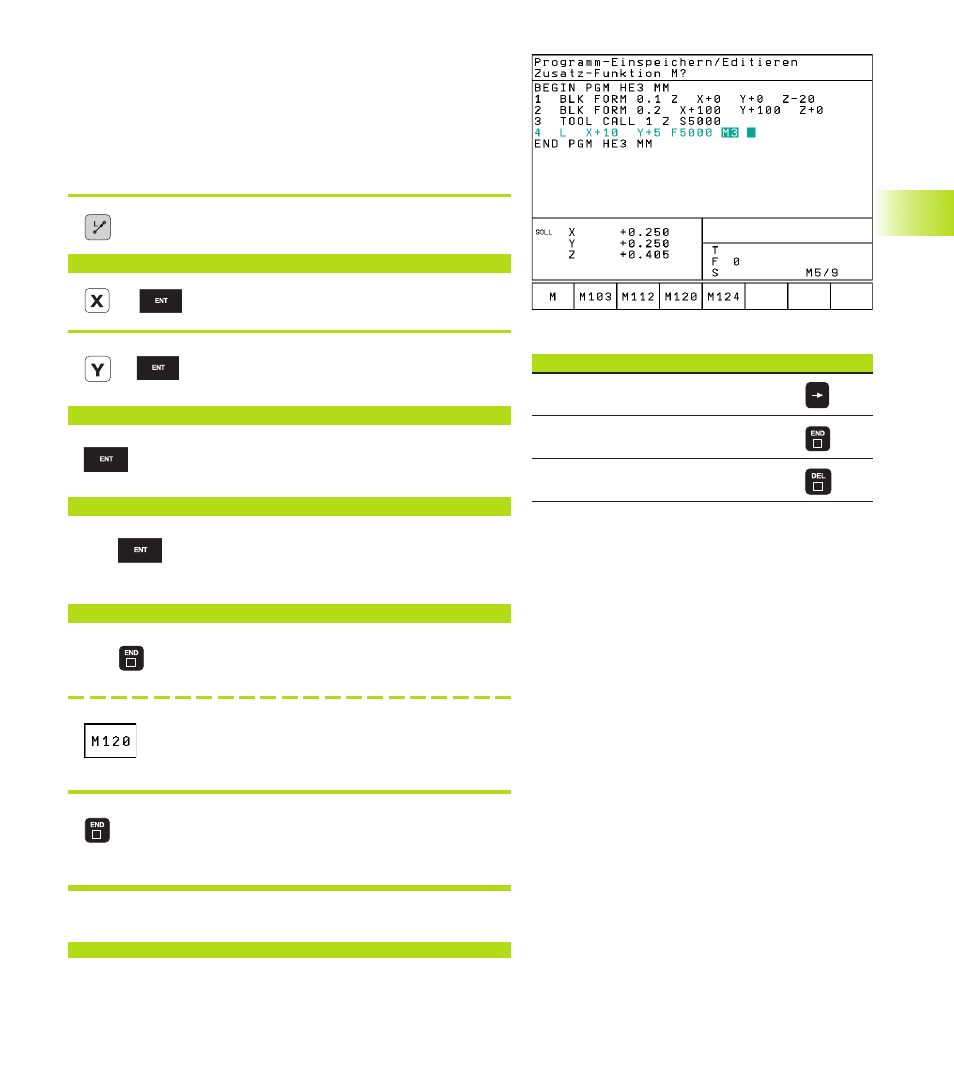
Zusatz-Funktion M ?
<
3
Beliebige Zusatzfunktion direkt eingeben, z.B
M3 „Spindel ein“, oder
<
Zusatzfunktionen eingeben, die noch zusätzli-
che Eingabewerte benötigen, z.b. M120:
Softkey M120 drücken und Werte eingeben
<
Mit der Taste END beendet die TNC diesen
Dialog und speichert den eingegebenen Satz
ab
Das Programmfenster zeigt die Zeile:
3 L X+10 Y+5 R0 F100 M3
Funktionen während des Dialogs
Taste
Dialogfrage übergehen
Dialog vorzeitig beenden, Satz speichern
Dialog abbrechen, Satz löschen
4.3 Pr
ogr
amme eröf
fnen und eing
eben