HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 219
10 Programmieren: Q-Parameter
206
1
0.1 Pr
inzip und F
u
nktionsübersic
h
t
10.1 Prinzip und Funktionsübersicht
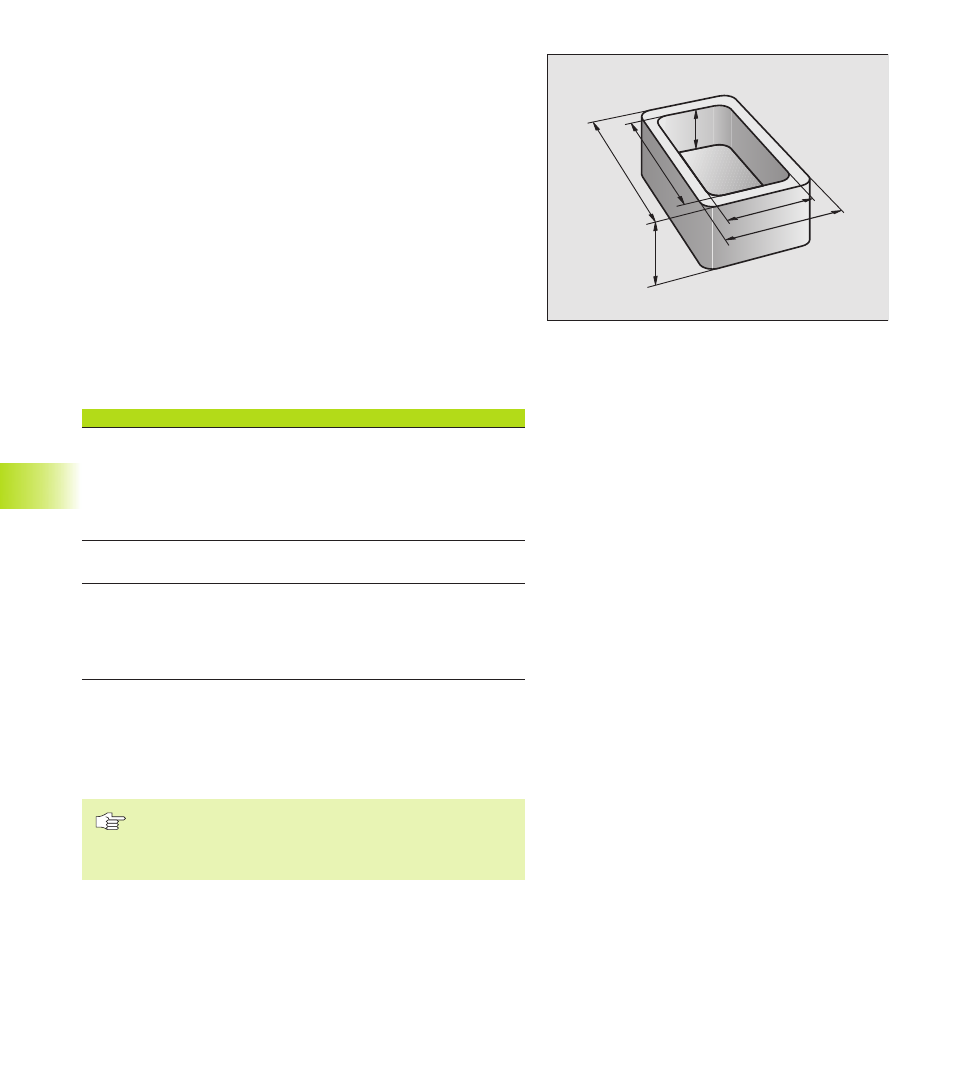
Mit Q-Parametern können Sie mit einem Bearbeitungs-Programm eine
ganze Teilefamilie definieren. Dazu geben Sie anstelle von Zahlenwer-
ten Platzhalter ein: die Q-Parameter.
Q-Parameter stehen beispielsweise für
■
Koordinatenwerte
■
Vorschübe
■
Drehzahlen
■
Zyklus-Daten
Außerdem können Sie mit Q-Parametern Konturen programmieren,
die über mathematische Funktionen bestimmt sind oder die Ausfüh-
rung von Bearbeitungsschritten von logischen Bedingungen abhängig
machen.
Ein Q-Parameter ist durch den Buchstaben Q und eine Nummer
zwischen 0 und 299 gekennzeichnet. Die Q-Parameter sind in drei
Bereiche unterteilt:
Bedeutung
Bereich
Frei verwendbare Parameter, global für
Q0 bis Q99
alle im TNC-Speicher befindlichen
Programme wirksam. Wenn Sie Hersteller-
Zyklen aufrufen, wirken diese Parameter
nur lokal (abhängig von MP7251)
Parameter für Sonderfunktionen der TNC
Q100 bis Q199
Parameter, die bevorzugt für Zyklen
Q200 bis Q299
verwendet werden, global für alle im
TNC-Speicher befindlichen Programme und
in Hersteller-Zyklen wirksam
Programmierhinweise
Q-Parameter und Zahlenwerte dürfen in ein Programm gemischt
eingegeben werden.
Sie können Q-Parametern Zahlenwerte zwischen –99 999,9999 und
+99 999,9999 zuweisen.
Die TNC weist einigen Q-Parametern selbsttätig immer die
gleichen Daten zu, z.B. dem Q-Parameter Q108 den
aktuellen Werkzeug-Radius. Siehe „10.9 Vorbelegte
Q-Parameter“.
Q4
Q2
Q3
Q1
Q5
Q6