HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 169
8 Programmieren: Zyklen
156
8.4 Zyklen zum F
räsen v
on
Tasc
hen,
Zapf
en und Nut
en
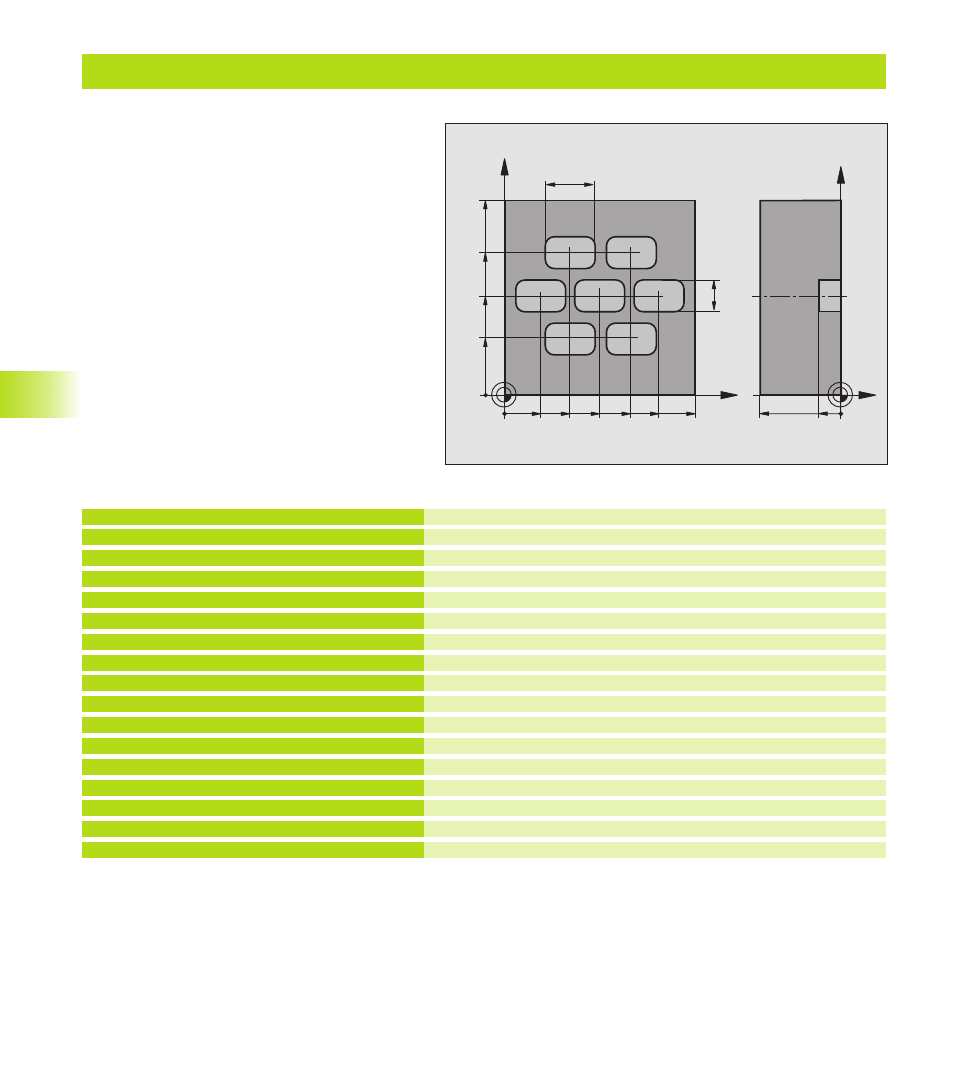
Beispiel: Rechteck-Tasche schruppen und schlichten in Verbindung mit Punkte-Tabellen
Rohteil-Definition
Werkzeug-Definition Schruppen
Werkzeug-Definition Schlichten
Werkzeug-Aufruf Schruppen
Werkzeug auf sichere Höhe fahren (F mit Wert programmieren)
(Die TNC positioniert nach jedem Zyklus auf die sichere Höhe)
Punkte-Tabelle festlegen
Zyklus-Definition Tasche schruppen
Zyklus-Aufruf in Verbindung mit Punkte-Tabelle MUSTPKT.PNT
0 BEGIN PGM TAKOM MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL DEF 2 L+0 R+3
5 TOOL CALL 1 Z S5000
6 L Z+10 R0 F5000
7 SEL PATTERN "MUSTPKT"
8 CYCL DEF 4 .0 TASCHENFRAESEN
9 CYCL DEF 4 .1 ABST+2
10 CYCL DEF 4 .2 TIEFE-10
11 CYCL DEF 4 .3 ZUSTLG+3 F150
12 CYCL DEF 4 .4 X+25
13 CYCL DEF 4 .5 Y+15
14 CYCL DEF 4 .6 F350 DR+ RADIUS4
15 CYCL CALL PAT F5000 M3
X
Y
50
50
100
100
25
Z
Y
-40
-10
70
30
35
65
20
80
16
Programm-Ablauf
■
Rechteck-Tasche schruppen mit Zyklus 4
■
Rechteck-Tasche schlichten mit Zyklus 212
Die Mittelpunktskoordinaten sind in der Punkte-
Tabelle MUSTPKT.PNT gespeichert (siehe nächste
Seite) und werden von der TNC mit CYCL CALL PAT
gerufen.
Beachten Sie, daß bei der Zyklus-Definition 212
sowohl für die Koordinaten der Taschenmitte (Q212
und Q213), als auch für die Koordinate der Werk-
stück-Oberfläche 0 programmiert ist.
Um die Taschen auf verschiedenen Tiefen-Niveaus zu
fräsen, ändern Sie die Z-Koordinaten in der Punkte-
Tabelle MUSTPKT.PNT ab