3 kontur anfahren und verlassen, 3 k ont ur anf ahr en und v e rlassen, Wichtige positionen beim an- und wegfahren – HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 81
68
6 Programmieren: Konturen programmieren
6.3 Kontur anfahren und verlassen
Übersicht: Bahnformen zum Anfahren
und Verlassen der Kontur
Die Funktionen APPR (engl. approach = Anfahrt) und DEP (engl.
departure = Verlassen) werden mit der APPR/DEP-Taste aktiviert.
Danach können Sie folgende Bahnformen über Softkeys wählen:
Funktion Softkeys:
Anfahren Verlassen
Gerade mit tangentialem Anschluß
Gerade senkrecht zum Konturpunkt
Kreisbahn mit tangentialem Anschluß
Kreisbahn mit tangentialem Anschluß an
die Kontur, An- und Wegfahren zu einem
Hilfspunkt außerhalb der Kontur auf
tangential anschließendem Geradenstück
Schraubenlinie anfahren und verlassen
Beim Anfahren und Verlassen einer Schraubenlinie (Helix) fährt das
Werkzeug in der Verlängerung der Schraubenlinie und schließt so auf
einer tangentialen Kreisbahn an die Kontur an. Verwenden Sie dazu die
Funktion APPR CT bzw. DEP CT.
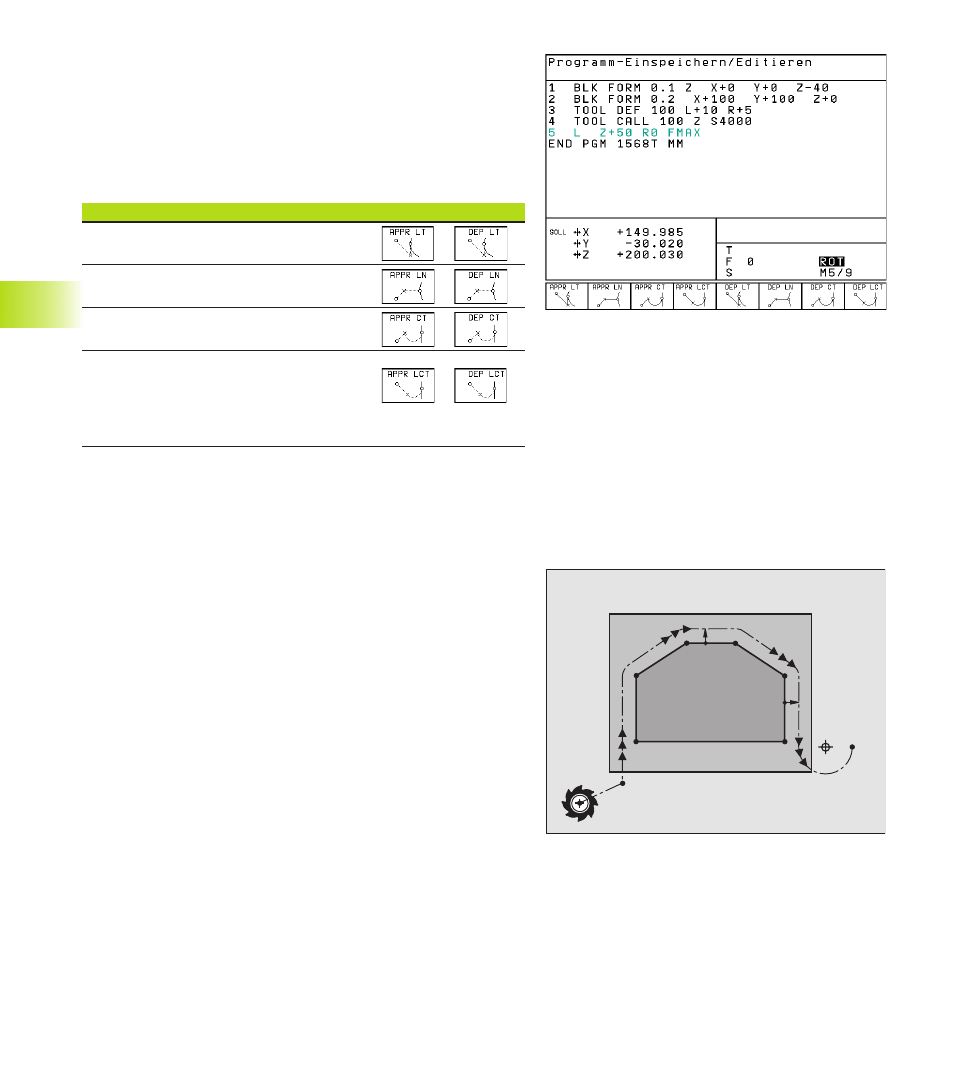
Wichtige Positionen beim An- und Wegfahren
■
Startpunkt P
S
Diese Position programmieren Sie unmittelbar vor dem APPR-Satz.
P
S
liegt außerhalb der Kontur und wird ohne Radiuskorrektur (R0)
angefahren.
■
Hilfspunkt P
H
Das An- und Wegfahren führt bei einigen Bahnformen über einen
Hilfspunkt P
H
, den die TNC aus Angaben im APPR- und DEP-Satz
errechnet.
■
Erster Konturpunkt P
A
und letzter Konturpunkt P
E
Den ersten Konturpunkt P
A
programmieren Sie im APPR-Satz , den
letzten Konturpunkt P
E
mit einer beliebigen Bahnfunktion.
■
Enthält der APPR-Satz auch die Z-Koordinate, fährt die TNC das
Werkzeug erst in der Bearbeitungsebene auf P
H
und dort in der
Werkzeug-Achse auf die eingegebene Tiefe.
■
Endpunkt P
N
Die Position P
N
liegt außerhalb der Kontur und ergibt sich aus Ihren
Angaben im DEP-Satz. Enthält der DEP-Satz auch die
Z-Koordinate, fährt die TNC das Werkzeug erst in der Bearbeitungs-
ebene auf P
H
und dort in der Werkzeug-Achse auf die eingegebene
Höhe.
P
H
RL
P
S
R0
P
A
RL
P
E
RL
RL
RL
P
N
R0
6.3 K
ont
ur anf
ahr
en und v
e
rlassen