HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 261
12 3D-Tastsysteme
248
12.1 Antastzyklen in den Betriebsarten
Manueller Betrieb und
El. Handrad
Die TNC muß vom Maschinenhersteller für den Einsatz
eines 3D-Tastsystems vorbereitet sein.
Wenn Sie Messungen während des Programmlaufs
durchführen, dann achten Sie darauf, daß die Werkzeug-
Daten (Länge, Radius, Achse) entweder aus den kalibrier-
ten Daten oder aus dem letzten TOOL-CALL-Satz verwen-
det werden können (Auswahl über MP7411).
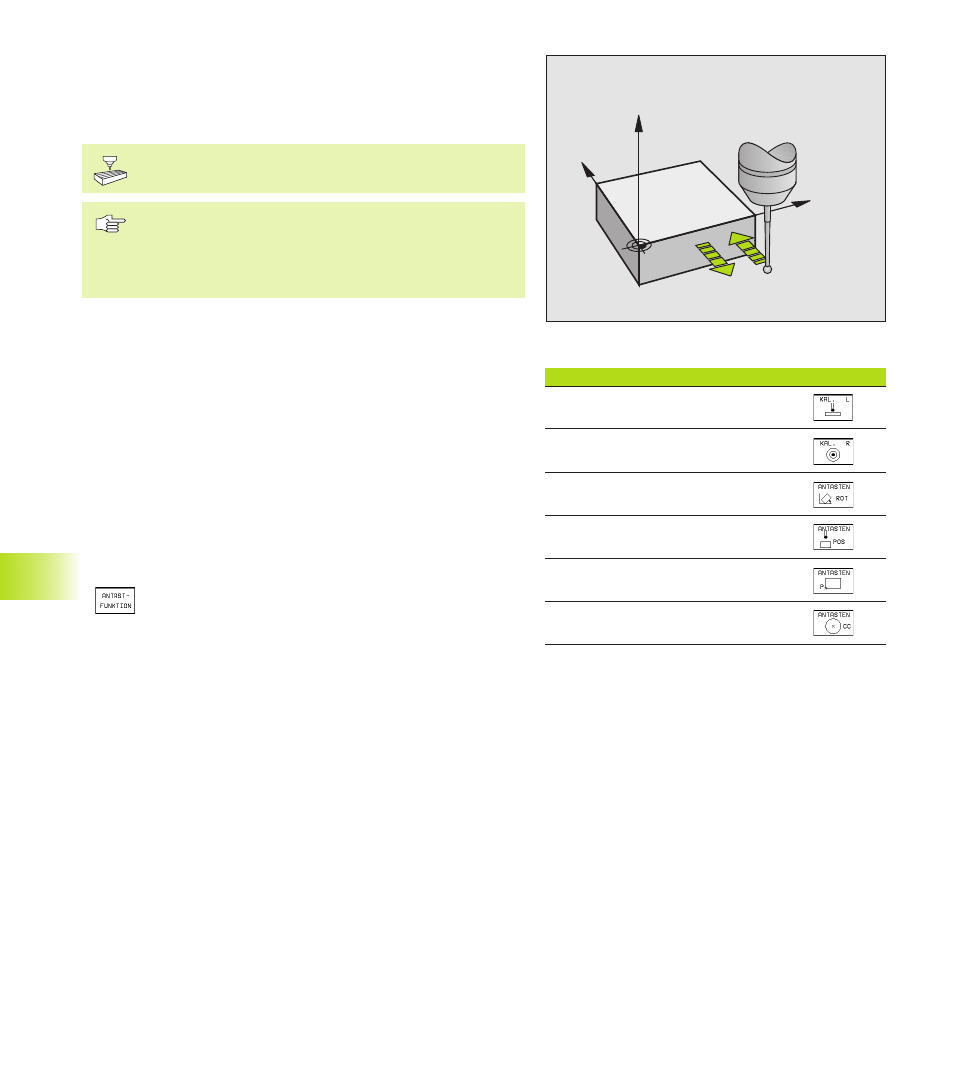
Während der Antastzyklen fährt das 3D-Tastsystem achsparallel auf
das Werkstück zu, nachdem Sie die externe START-Taste gedrückt
haben. Der Maschinenhersteller legt den Antast-Vorschub fest: Siehe
Bild rechts. Wenn das 3D-Tastsystem das Werkstück berührt,
■
sendet das 3D-Tastsystem ein Signal an die TNC: Die Koordinaten
der angetasteten Position werden gespeichert
■
stoppt das 3D-Tastsystem und
■
fährt im Eilgang auf die Startposition des Antastvorgangs zurück
Wird innerhalb eines festgelegten Wegs der Taststift nicht ausgelenkt,
gibt die TNC eine entsprechende Fehlermeldung aus
(Weg: MP6130).
Antast-Funktion wählen
ú
Betriebsart Manueller Betrieb oder El. Handrad wählen
ú
Antastfunktionen wählen:
Softkey ANTAST-FUNKTIONEN drücken. Die TNC zeigt
weitere Softkeys: Siehe Tabelle rechts
Funktion
Softkey
Wirksame Länge kalibrieren
Wirksamen Radius kalibrieren
Grunddrehung
Bezugspunkt-Setzen
Ecke als Bezugspunkt setzen
Kreismittelpunkt als Bezugspunkt setzen
12.1
Antastzyklen in den Betr
iebsar
ten MANUELL und El.
Handr
ad
Y
X
Z
F
F MAX