HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Benutzerhandbuch
Seite 142
142
Bearbeitungszyklen: Taschenfräsen / Zapfenfräsen / Nutenfräsen
5.4 NUTENFRAESEN (Zyklus 253, DIN/ISO: G253, Sof
tw
a
re
-Option A
d
v
a
nced
pr
ogr
a
mming f
eat
ur
es)
U
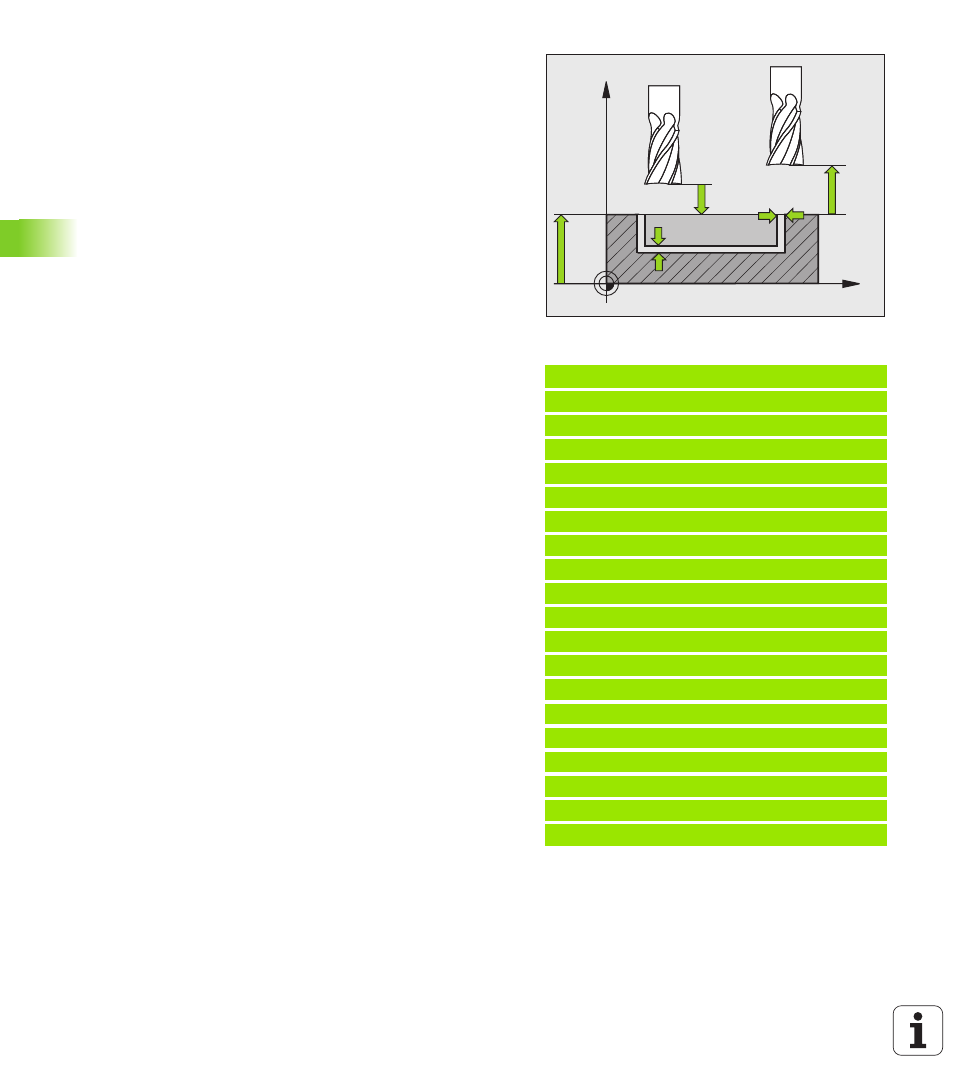
Sicherheits-Abstand Q200 (inkremental): Abstand
zwischen Werkzeug-Stirnfläche und Werkstück-
Oberfläche. Eingabebereich 0 bis 99999,9999
U
Koordinate Werkstück-Oberfläche Q203 (absolut):
Absolute Koordinate der Werkstück-Oberfläche.
Eingabebereich -99999,9999 bis 99999,9999
U
2. Sicherheits-Abstand Q204 (inkremental):
Koordinate Spindelachse, in der keine Kollision
zwischen Werkzeug und Werkstück (Spannmittel)
erfolgen kann. Eingabebereich 0 bis 99999,9999
U
Eintauchstrategie Q366: Art der Eintauchstrategie:
0 = senkrecht eintauchen. Unabhängig vom in der
Werkzeug-Tabelle definierten Eintauchwinkel
ANGLE taucht die TNC senkrecht ein
1, 2 = pendelnd eintauchen. In der Werkzeug-
Tabelle muss für das aktive Werkzeug der
Eintauchwinkel ANGLE ungleich 0 definiert sein.
Ansonsten gibt die TNC eine Fehlermeldung aus
U
Vorschub Schlichten Q385: Verfahrgeschwindigkeit
des Werkzeugs beim Seiten- und Tiefenschlichten in
mm/min. Eingabebereich 0 bis 99999,9999 alternativ
FAUTO, FU, FZ
Beispiel: NC-Sätze
8 CYCL DEF 253 NUTENFRAESEN
Q215=0
;BEARBEITUNGS-UMFANG
Q218=80
;NUTLAENGE
Q219=12
;NUTBREITE
Q368=0.2
;AUFMASS SEITE
Q374=+0
;DREHLAGE
Q367=0
;NUTLAGE
Q207=500
;VORSCHUB FRAESEN
Q351=+1
;FRAESART
Q201=-20
;TIEFE
Q202=5
;ZUSTELL-TIEFE
Q369=0.1
;AUFMASS TIEFE
Q206=150
;VORSCHUB TIEFENZ.
Q338=5
;ZUST. SCHLICHTEN
Q200=2
;SICHERHEITS-ABST.
Q203=+0
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
Q366=1
;EINTAUCHEN
Q385=500
;VORSCHUB SCHLICHTEN
9 L X+50 Y+50 R0 FMAX M3 M99
X
Z
Q200
Q204
Q203
Q369
Q368