Zyklusablauf, Beim programmmieren beachten, Seite 188 – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Benutzerhandbuch
Seite 188
188
Bearbeitungszyklen: Konturtasche
7.
9 K
ONTUR-ZUG (Zyklus 25, DIN/ISO: G125, Sof
tw
a
re
-Option A
d
v
a
nced
pr
ogr
a
mming f
eat
ur
es)
7.9 KONTUR-ZUG (Zyklus 25,
DIN/ISO: G125, Software-
Option Advanced
programming features)
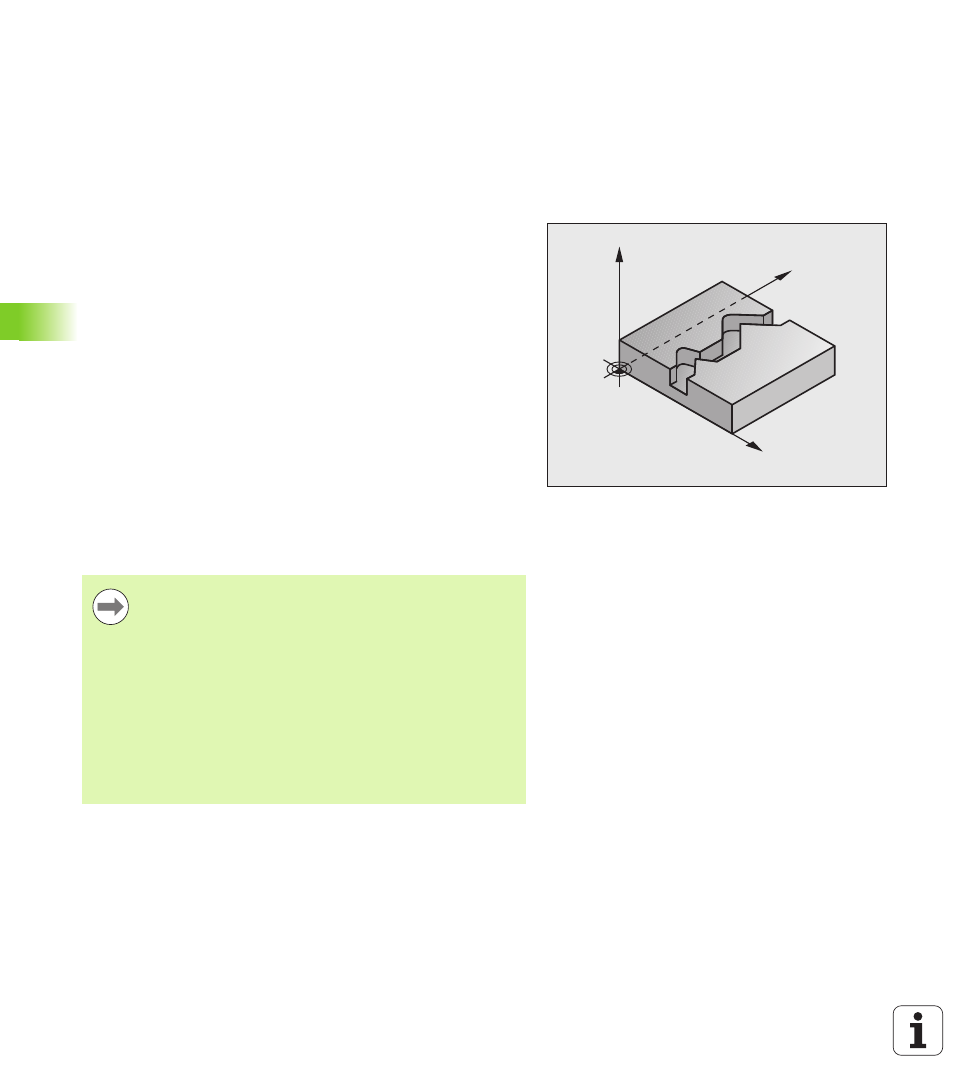
Zyklusablauf
Mit diesem Zyklus lassen sich zusammen mit Zyklus 14 KONTUR -
offene und geschlossene Konturen bearbeiten.
Der Zyklus 25 KONTUR-ZUG bietet gegenüber der Bearbeitung einer
Kontur mit Positioniersätzen erhebliche Vorteile:
Die TNC überwacht die Bearbeitung auf Hinterschneidungen und
Konturverletzungen. Kontur mit der Test-Grafik überprüfen
Ist der Werkzeug-Radius zu groß, so muss die Kontur an Innenecken
eventuell nachbearbeitet werden
Die Bearbeitung lässt sich durchgehend im Gleich- oder Gegenlauf
ausführen. Die Fräsart bleibt sogar erhalten, wenn Konturen
gespiegelt werden
Bei mehreren Zustellungen kann die TNC das Werkzeug hin und her
verfahren: Dadurch verringert sich die Bearbeitungszeit
Sie können Aufmaße eingeben, um in mehreren Arbeitsgängen zu
schruppen und zu schlichten
Beim Programmmieren beachten!
Y
X
Z
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest. Wenn Sie die Tiefe = 0
programmieren, dann führt die TNC den Zyklus nicht aus.
Die TNC berücksichtigt nur das erste Label aus Zyklus 14
KONTUR.
Der Speicher für einen SL-Zyklus ist begrenzt. Sie können
in einem SL-Zyklus maximal 16384 Konturelemente
programmieren.
Zyklus 20 KONTUR-DATEN wird nicht benötigt.
Die Zusatzfunktionen M109 und M110 wirken nicht bei der
Bearbeitung einer Kontur mit Zyklus 25.