Beim programmieren beachten, Zyklusparameter – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Benutzerhandbuch
Seite 237
HEIDENHAIN TNC 620
237
1
0
.4 PLANFRAESEN (Zyklus 232, DIN/ISO: G232, Sof
tw
a
re
-Option A
d
v
a
nced
pr
ogr
a
mming f
eat
ur
es)
Beim Programmieren beachten!
Zyklusparameter
U
Bearbeitungsstrategie (0/1/2) Q389: Festlegen, wie
die TNC die Fläche bearbeiten soll:
0: Mäanderförmig bearbeiten, seitliche Zustellung im
Positionier-Vorschub ausserhalb der zu
bearbeitenden Fläche
1: Mäanderförmig bearbeiten, seitliche Zustellung im
Fräsvorschub innerhalb der zu bearbeitenden Fläche
2: Zeilenweise bearbeiten, Rückzug und seitliche
Zustellung im Positionier-Vorschub
U
Startpunkt 1. Achse Q225 (absolut): Startpunkt-
Koordinate der zu bearbeitenden Fläche in der
Hauptachse der Bearbeitungsebene. Eingabebereich
-99999,9999 bis 99999,9999
U
Startpunkt 2. Achse Q226 (absolut): Startpunkt-
Koordinate der abzuzeilenden Fläche in der
Nebenachse der Bearbeitungsebene. Eingabebereich
-99999,9999 bis 99999,9999
U
Startpunkt 3. Achse Q227 (absolut): Koordinate
Werkstück-Oberfläche, von der aus die Zustellungen
berechnet werden. Eingabebereich -99999,9999 bis
99999,9999
U
Endpunkt 3. Achse Q386 (absolut): Koordinate in der
Spindelachse, auf die die Fläche plangefräst werden
soll. Eingabebereich -99999,9999 bis 99999,9999
U
1. Seiten-Länge Q218 (inkremental): Länge der zu
bearbeitenden Fläche in der Hauptachse der
Bearbeitungsebene. Über das Vorzeichen können Sie
die Richtung der ersten Fräsbahn bezogen auf den
Startpunkt 1. Achse festlegen. Eingabebereich
-99999,9999 bis 99999,9999
U
2. Seiten-Länge Q219 (inkremental): Länge der zu
bearbeitenden Fläche in der Nebenachse der
Bearbeitungsebene. Über das Vorzeichen können Sie
die Richtung der ersten Querzustellung bezogen auf
den Startpunkt 2. Achse festlegen. Eingabebereich
-99999,9999 bis 99999,9999
2. Sicherheits-Abstand Q204 so eingeben, dass keine
Kollision mit dem Werkstück oder Spannmitteln erfolgen
kann.
Wenn Startpunkt 3.Achse Q227 und Endpunkt 3. Achse
Q386 gleich eingegeben sind, dann führt die TNC den
Zyklus nicht aus (Tiefe = 0 programmiert).
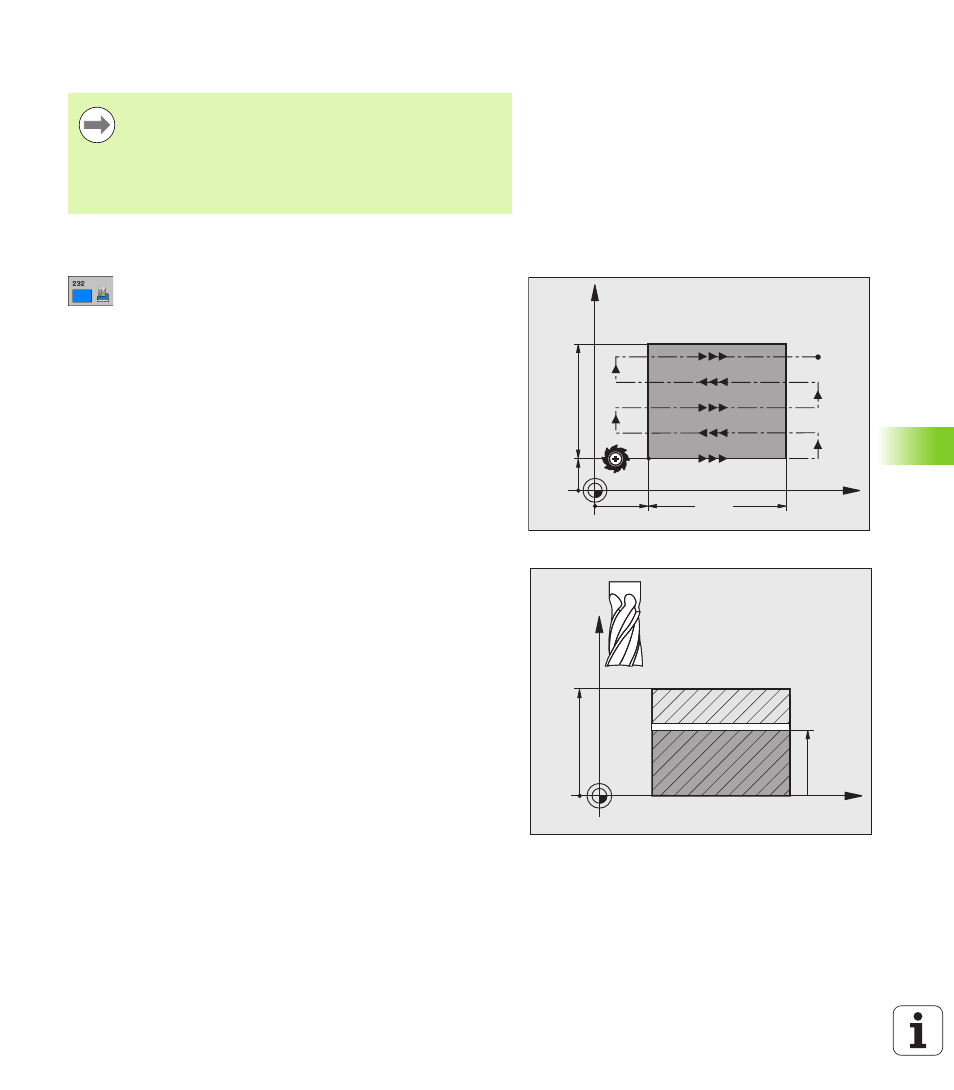
X
Y
Q226
Q225
Q21
9
Q218
X
Z
Q227
Q386