Zyklusablauf, Seite 152 – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Benutzerhandbuch
Seite 152
152
Bearbeitungszyklen: Taschenfräsen / Zapfenfräsen / Nutenfräsen
5.7 KREISZAPFEN (Zyklus 257
, DIN/IS
O: G257
, Sof
tw
a
re
-Option A
d
v
a
nced
pr
ogr
a
mming f
eat
ur
es)
5.7 KREISZAPFEN (Zyklus 257,
DIN/ISO: G257, Software-
Option Advanced
programming features)
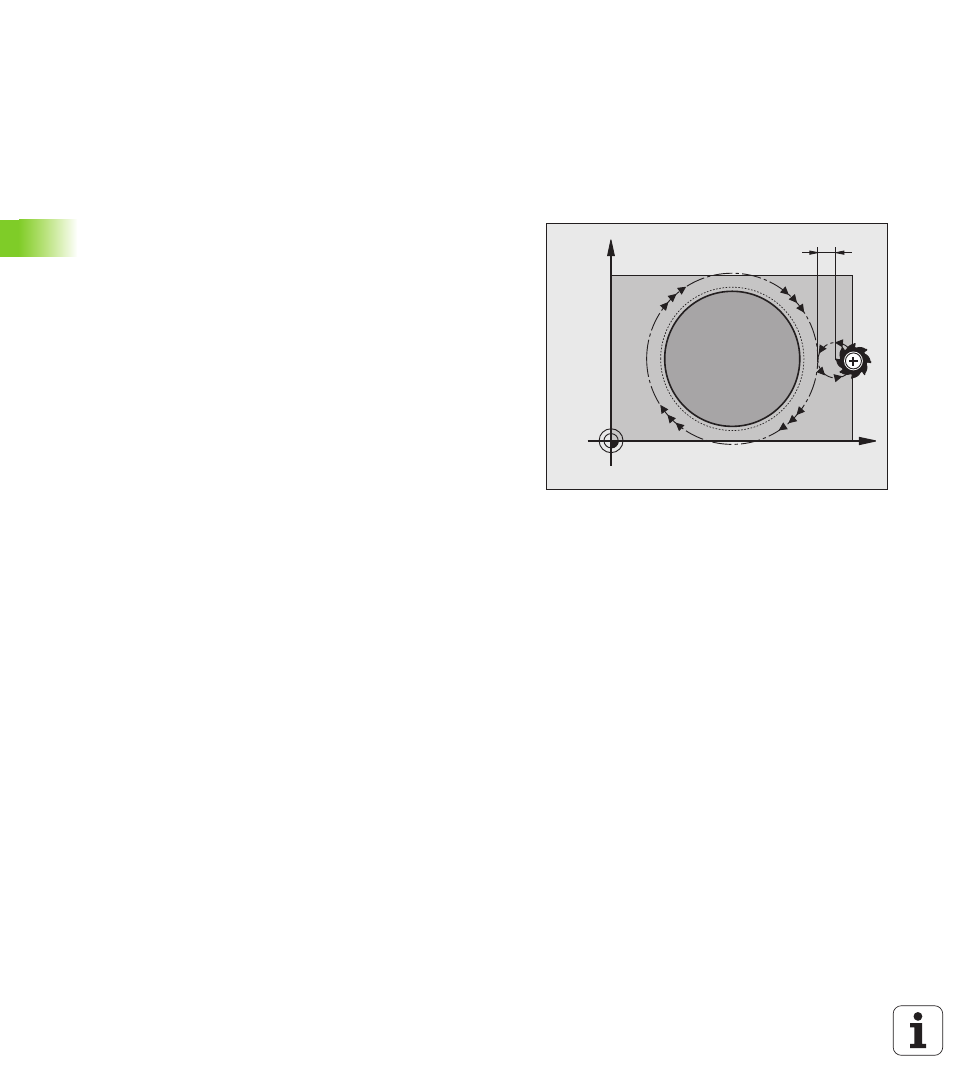
Zyklusablauf
Mit dem Kreiszapfen-Zyklus 257 können Sie einen Kreiszapfen
bearbeiten. Wenn der Rohteil-Durchmesser größer als die maximal
mögliche seitliche Zustellung ist, dann führt die TNC mehrere seitliche
Zustellungen aus bis der Fertigteil-Durchmesser ereicht ist.
1
Das Werkzeug fährt von der Zyklus-Startposition aus (Zapfenmitte)
in positiver X-Richtung auf die Startposition der
Zapfenbearbeitung. Die Startposition liegt 2 mm rechts neben
dem Zapfenrohteil
2
Falls das Werkzeug auf dem 2. Sicherheits-Abstand steht, fährt die
TNC das Werkzeug im Eilgang FMAX auf den Sicherheits-Abstand
und von dort mit dem Vorschub Tiefenzustellung auf die erste
Zustelltiefe
3
Anschließend fährt das Werkzeug in einem Halbkreis tangential an
die Zapfenkontur und fräst danach einen Umlauf.
4
Wenn sich der Fertigteil-Durchmesser nicht in einem Umlauf
erreichen lässt, stellt die TNC das Werkzeug auf der aktuellen
Zustell-Tiefe seitlich zu und fräst danach erneut einen Umlauf. Die
TNC berücksichtigt dabei den Rohteil-Durchmesser, den Fertigteil-
Durchmesser und die erlaubte seitliche Zustellung. Dieser
Vorgang wiederholt sich, bis der definierte Fertigteil-Durchmesser
erreicht ist
5
Danach fährt das Werkzeug in einem Halbkreis tangential von der
Kontur weg zurück zum Startpunkt der Zapfenbearbeitung
6
Anschließend fährt die TNC das Werkzeug auf die nächste Zustell-
Tiefe und bearbeitet den Zapfen auf dieser Tiefe
7
Dieser Vorgang wiederholt sich, bis die programmierte Zapfentiefe
erreicht ist
X
Y
2mm