2 kontur (zyklus 14, din/iso: g37), Beim programmieren beachten, Zyklusparameter – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Benutzerhandbuch
Seite 173: Seite 173
Advertising
HEIDENHAIN TNC 620
173
7.
2 K
O
NTUR (Zyklus 14, DIN/ISO: G37)
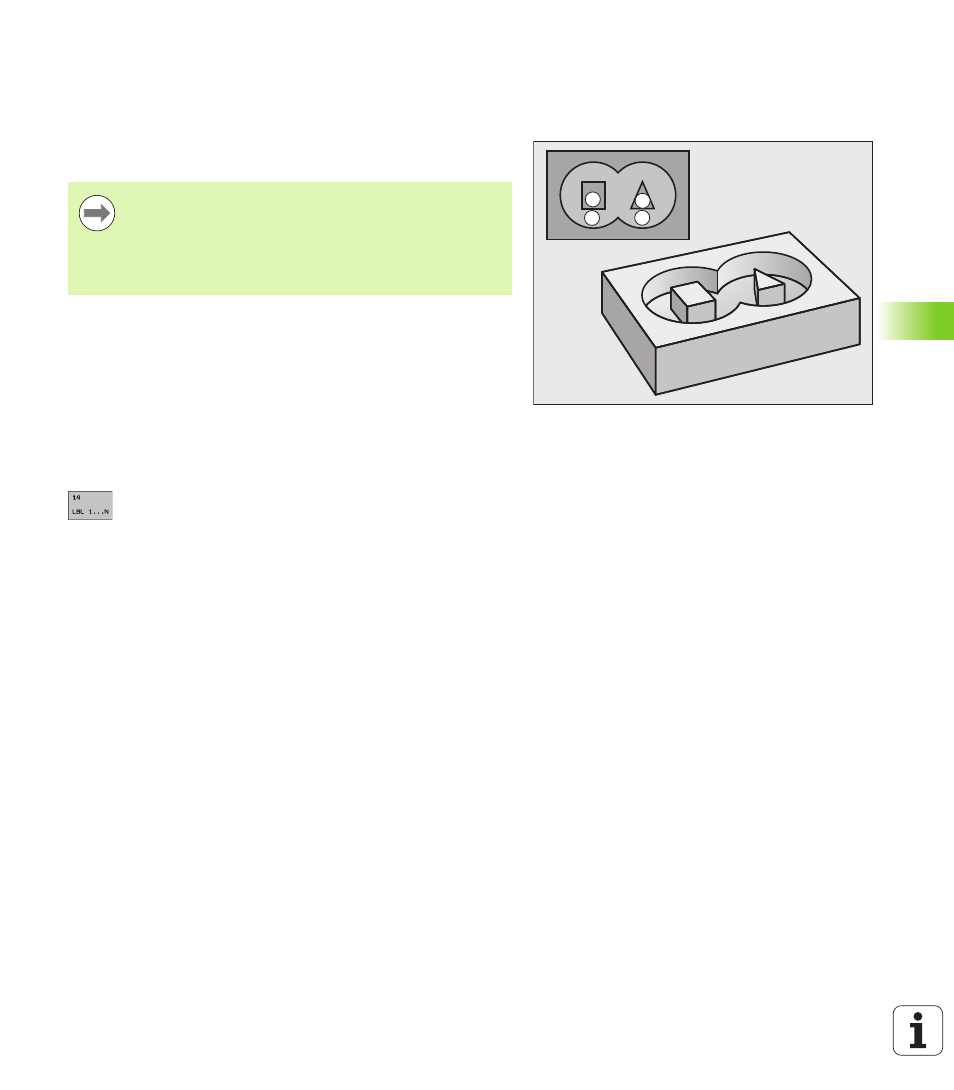
7.2 KONTUR (Zyklus 14, DIN/ISO: G37)
Beim Programmieren beachten!
In Zyklus 14 KONTUR listen Sie alle Unterprogramme auf, die zu einer
Gesamtkontur überlagert werden sollen.
Zyklusparameter
U
Label-Nummern für die Kontur: Alle Label-
Nummern der einzelnen Unterprogramme eingeben,
die zu einer Kontur überlagert werden sollen. Jede
Nummer mit der Taste ENT bestätigen und die
Eingaben mit der Taste END abschließen. Eingabe
von bis zu 12 Unterprogrammnummern 1 bis 254
A
C
D
B
Beachten Sie vor dem Programmieren
Zyklus 14 ist DEF-Aktiv, das heißt ab seiner Definition im
Programm wirksam.
In Zyklus 14 können Sie maximal 12 Unterprogramme
(Teilkonturen) auflisten.
Advertising
Dieses Handbuch ist für die folgenden Produkte bezogen werden: